
不同于通用夾具,液壓夾具有其自身的特點,而齒輪磨削加工是最能體現液壓夾具特點的行業,我們比較常見到的磨齒夾具形式:
·裝夾時無需找正,適用自動化上下料;
·精度高,液壓夾具跳動可達0.002mm;
·二次裝夾精度較高;
·夾持穩定,夾持力大;
·高可靠性,長期精度保持;
·低磨損、耐臟的夾持系統;
·夾具專用性較高;
·對工件夾持部位公差要求較高。

三爪卡盤和液壓夾具有各自特點,需要綜合客戶的需求進行夾具的選型。Königdorn®柯尼格通過分析客戶需求,將車床三爪卡盤與液壓夾具相結合,既滿足客戶車床卡盤接口的需求,又能滿足三爪卡盤無法實現的高精度加工要求,真正做到了提高車床自身的“硬實力”!
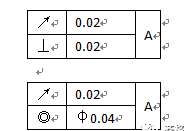
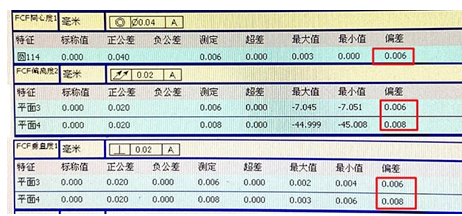
本案例僅展示關鍵形位公差:
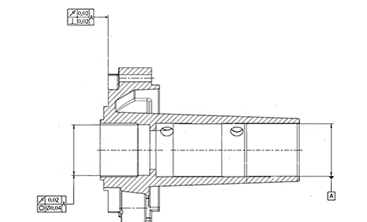
由于此工件需要二次裝夾,三爪卡盤橫置加工和立車垂直加工都無法滿足此形位公差,合格率基本為零,成品批量報廢。為了提高產品合格率,客戶選擇了Königdorn®柯尼格液壓夾具方案。Königdorn®柯尼格在車床夾具的設計與制造中具有領先的技術水平,為客戶高品質的產品提供保證。
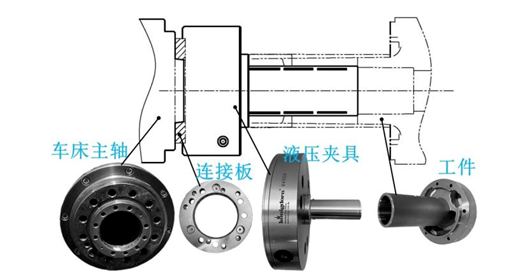
柯尼格車床夾具示意圖:
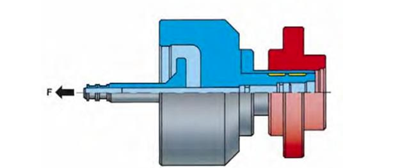

液壓夾具動力可以由車床拉桿、液壓系統提供,由編程實現自動夾緊或放松;也可以采用手動螺栓夾緊,夾具內自帶微型液壓系統,無需機床提供動力。客戶車床主軸型式為A2-8,卡盤為10寸三爪卡盤,更換Königdorn®柯尼格夾具時只需將10寸卡盤拆掉,配合原有的錐度連接板,如下圖連接即可:
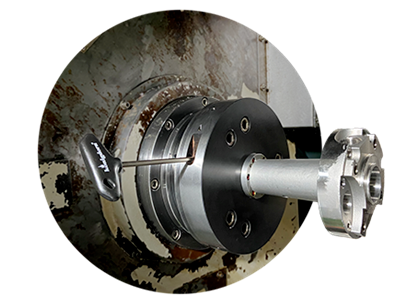
液壓夾具安裝簡單,采用對角交叉依次擰緊連接螺栓,無需反復打表調整,擰緊連接螺栓即可實現夾具的找正。打表以下兩處基準點驗證跳動在0.003mm以內。

使用Königdorn®柯尼格隨機附贈的扳手,順時針擰緊實現工件的夾持,加工結束后反方向旋轉完成工件的放松。
精度檢測
加工后的工件在三坐標測量后,客戶原無法保證的公差,現在均在幾μm(微米)左右,比圖紙要求的公差0.02~0.04mm精度提高數倍!
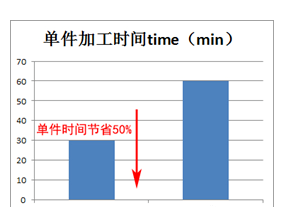
在單件產品加工過程中,由于Königdorn®柯尼格夾具無需工件的再次找正,極大的提高了加工效率,節省了加工時間,由以前的1小時一件,提高到半小時一件,加工效率提升了50%!
Königdorn®柯尼格以超高的精度得到了客戶的充分肯定,不僅限于此,我們可以根據客戶的特殊要求,構思設計和制造所需的夾具產品。我們也非常樂意根據您的特殊加工要求,為您設計制造您所需的高品質個性化夾具。