近年來,日本珩磨業(yè)界有越來越多的企業(yè)將漲珩工藝轉(zhuǎn)換為單沖程珩磨工藝,即采用電鍍刀具單次通過內(nèi)孔進(jìn)行研磨的技術(shù)。單沖程珩磨的工藝并不是在日本研發(fā)的,美國專業(yè)雜志《IND DIAMOND REV》于1990年時(shí)已有刊載,當(dāng)時(shí)這種珩磨工藝已經(jīng)在美國普遍地使用。但日本的企業(yè)卻在很長的一段時(shí)間里都并未對此形成重視。

40多年前,筆者曾接觸過一家汽車燃料系統(tǒng)部件加工商,這家企業(yè)正是用單沖程珩磨工藝替代了漲珩工藝。當(dāng)時(shí)向他們詳細(xì)了解了這兩種工藝的優(yōu)缺點(diǎn)之后,被告知單沖程珩磨與多沖程漲珩工藝相比在尺寸一致性及成本控制等方面有很多優(yōu)點(diǎn),但是缺點(diǎn)也比較明顯,例如尺寸調(diào)節(jié)有難度、設(shè)備占地面積大等,而最大的不足是由于多軸累加以及刀具工藝所造成的加工精度欠佳。
1978年左右,日本國內(nèi)開始對原來的單沖程珩磨工藝進(jìn)行了改善,在主軸旋轉(zhuǎn)的同時(shí)產(chǎn)生振動,通過振動使原來需要4到5個(gè)軸才能完成的研磨,只需要2到3個(gè)軸就可以完成,從而減少了近百分之五十的工程數(shù)量。由于簡化了工藝,并且不需要豐富珩磨經(jīng)驗(yàn)就可以操作,初期在對加工精度要求不高的珩磨加工企業(yè)中被快速地推廣。珩磨設(shè)備制造商出于對這片新市場的熱衷,紛紛投身其中,但是相對于多沖程漲珩工藝,單沖程珩磨工藝的加工精度問題一直得不到突破。
筆者在那段時(shí)間里正思考如何把手工研磨效果以機(jī)械化的方式去實(shí)現(xiàn),結(jié)合當(dāng)時(shí)的旋轉(zhuǎn)振動一體化的工藝,研發(fā)出了新的動作控制工藝。大致原理為在傳統(tǒng)單沖程珩磨的基礎(chǔ)上,疊加可以根據(jù)實(shí)際工件狀況任意設(shè)定動作次數(shù)和動作幅度的珩磨工藝,后來我們稱之為疊動珩磨。1997年,TAMIX公司取得該珩磨工藝加工體系的專利權(quán),此后不斷地對設(shè)備本身進(jìn)行持續(xù)改善,與此同時(shí),也加快了珩磨刀具及磨料的綜合改善與研發(fā)。2003年到2004年間,TAMIX公司在日本及美國取得“高精度加工用珩磨刀具”、“節(jié)省工藝刀具”及“擴(kuò)孔研磨同時(shí)加工”等多項(xiàng)珩磨刀具相關(guān)的專利權(quán)。通過日復(fù)一日的改善提升,最終綜合實(shí)現(xiàn)了相較于多沖程漲珩在研磨精度等方面的匹敵與超越。
疊動珩磨讓以往被認(rèn)為無法珩磨的小徑深孔工件(例如內(nèi)徑 3mm ×長度 300mm)成為現(xiàn)實(shí),是珩磨工藝歷史發(fā)展的一個(gè)臺階,作為傳統(tǒng)研磨的升級換代工藝也更加受到用戶的重視。例如提高射擊的命中率、替代內(nèi)圓磨設(shè)備提高生產(chǎn)效率、解決軟材料粘刀問題等等,在不間斷的新技術(shù)突破過程中,疊動珩磨的應(yīng)用空間越來越大:除了通常的液壓、汽配、家電、模具等行業(yè)以外,更有效滿足了半導(dǎo)體、樂器、醫(yī)藥及其器械等行業(yè)所需的高精度微小孔加工需求。2005年,TAMIX公司獲得永井科協(xié)技術(shù)財(cái)團(tuán)授予“陶瓷制品內(nèi)徑超精密研磨技術(shù)獎”,2006年獲得“新機(jī)械振興協(xié)會會長獎”。
2018年,TAMIX公司的疊動珩磨工藝正式落地中國,與南通新馮精密機(jī)械有限公司合作推出了中國本土化制造的第一臺SF式疊動珩磨機(jī),注冊商標(biāo)“鯱鉾”牌,運(yùn)用了TAMIX公司純正的疊動珩磨工藝及刀具制造技術(shù)。
[單沖程設(shè)備]

[旋轉(zhuǎn)振動一體化類型]

[獨(dú)立式疊動類型]

單純的一臺疊動珩磨機(jī)并不能真正代表領(lǐng)先的技術(shù),單沖程珩磨工藝中珩磨刀具才是最重要的因素,珩磨刀具在最大程度上決定了生產(chǎn)效率和品質(zhì)。設(shè)備、工藝、刀具的完美組合才能給使用者帶來驚喜。40多年來,珩磨刀具的形狀結(jié)構(gòu)在逐步的改進(jìn)中發(fā)生了諸多變化。
第一階段:不可調(diào)刀具
刀具形狀固定,加工后的產(chǎn)品尺寸由刀具本身外形尺寸決定。

第二階段:嵌入式刀具
通過敲擊刀具內(nèi)部的擴(kuò)展楔塊來擴(kuò)漲刀具,從而實(shí)現(xiàn)加工尺寸的調(diào)節(jié)。

第三階段:螺絲擴(kuò)漲刀具
工具內(nèi)部的擴(kuò)漲楔塊由螺絲進(jìn)行推進(jìn),更容易進(jìn)行精細(xì)尺寸調(diào)整。

第四階段:自動擴(kuò)漲刀具
在設(shè)備本體上安裝了刀具擴(kuò)漲機(jī)構(gòu),可以在珩磨加工過程中自動擴(kuò)漲刀具尺寸。

第五階段:盲孔加工用刀具
用于退刀槽極小的盲孔工件珩磨。
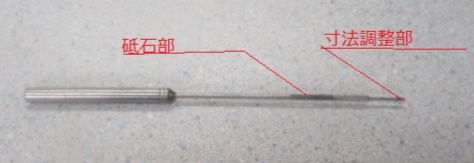
第六階段:超細(xì)孔加工工具
可調(diào)節(jié)尺寸的直徑φ1.5mm孔用的刀具。
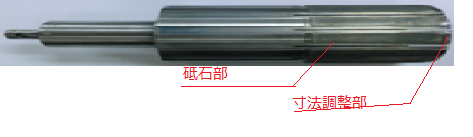
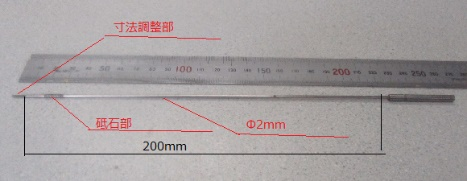
第7階段:超細(xì)深孔刀具
可珩磨直徑φ2mm長度200mm的產(chǎn)品。
精良的電鍍及修整工藝可以保證金剛石顆粒無脫落隱患,在大批量生產(chǎn)時(shí),只有耐磨損的刀具才能保證加工產(chǎn)品尺寸的穩(wěn)定性。同時(shí)可以反復(fù)數(shù)十次再電鍍,使得刀具壽命超長,有效降低單件加工成本。
目前的可調(diào)式刀具尺寸可以以1微米的單位進(jìn)行精準(zhǔn)擴(kuò)大及縮小。刀具更換時(shí)間短,刀具更換后的調(diào)試簡單,普通員工通過簡單培訓(xùn)即可熟練進(jìn)行。結(jié)合疊動珩磨工藝以后,這類刀具可以很好地應(yīng)對壁厚較薄、容易變形、容易堵刀的產(chǎn)品。
日本單沖程珩磨的發(fā)展過程代表了日本珩磨工藝對歐美所達(dá)成的學(xué)習(xí)、進(jìn)化、趕超之目標(biāo)。但是日本的珩磨設(shè)備企業(yè)在此后的持續(xù)改良與突破創(chuàng)新中明顯速度緩慢。即便設(shè)備主體通過 NC化改進(jìn)了一些,但基本沒有太大的區(qū)別,可以說日本的珩磨工藝近年來并沒有根本性的變革。
作為全球變暖的對策,汽車從發(fā)動機(jī)向EV過渡,因此趨勢必然是更需要小型化和輕量化,各種部件的精度要求和材質(zhì)也會隨之變化。TAMIX所代表的疊動珩磨工藝會在其擅長的領(lǐng)域發(fā)揮出積極作用,推動停滯不前的日本珩磨技術(shù)的持續(xù)發(fā)展,也希望能為全球客戶帶來非凡的產(chǎn)品體驗(yàn)。