1.前言
在機械加工中,切削刀具是通過切除材料而成型工件的技術體系中的要素之一。該體系由機床、工件夾具及刀具裝夾機構組成。通過不同加工策略下的各種加工工藝可實現零件的成形。來自機床的進步使得在現代化機床上能執行工藝的整合乃至實施完整的加工工藝;而這些加工工藝在過去是在不同機床上分開執行的。甚至,先進的機床性能確保能執行更先進的加工策略以更大化發揮機床性能。
金屬加工行業必須應對不同的工程材料。材料科學與冶金學的發展不僅帶來新的難加工材料,還提供了生成具有預定義性能材料的技術。這些材料制成的工件能顯著提高其組件的作業性能,但切削加工卻變得益發困難。在許多案例中,成功加工的根源僅與切削刀具的制約有關。
切削刀具是工藝系統中最不起眼的要素,需直接接觸工件,也是連接機床與工件材料的紐帶。為充分發揮高技術含量機床的優勢及實現生產加工策略,刀具必須滿足相應的需求。為這些需求找到適當的答案,以對現代金屬加工日益增長的需求做出回應,是在切削刀具領域實現新發展的基礎。
COVID-19新冠肺炎疫情影響了全球經濟,不可避免地導致制造業的經濟指數下滑,金屬加工業歷經著艱難的時期。盡管新冠肺炎疫情之前的許多美好的期許被謹慎的預期所取代,然而這也正是深度分析工業發展趨勢,展望未來、預測未來及規劃未來的時刻。金屬加工處于重大變革的節點上,制造商們需做好采納它們的準備。面對即將到來的變革不能忽略切削刀具的制造,它是金屬加工鏈條中非常重要的一環。因此,對工業發展的方向及對未來刀具提出的新需求有著足夠清晰的認知與理解,是刀具制造商走向成功的基石。這是新刀具發展和對各式刀具提出需求的關鍵所在。
切削刀具的發展可以有不同的方向。“傳統”的發展之路是使得刀具更強大,生產率更高,更經濟,反映的是用戶對消耗型產品的本然訴求。其它的發展方向則與根植于金屬加工業的先進制造技術相關;因此,可提供的刀具解決方案仍有著很大的提升改進空間。
2.循章法研發
傳統的研發方向是通過引入技術創新的刀具幾何形狀、前沿的刀具牌號、先進的刀體設計以確保刀具具有更高的剛性及耐用性等,最終實現刀具性能的提高。可以看到,在這一研發方向上,已經快發揮到極致,卻仍并不能確保帶來真正的革新性的改變。然而,切削刀具制造商們已經切實地用實質上的新產品震驚了金屬加工業,帶來了有目共睹的好處,盡管采用的是傳統的產品設計方式。一個重要的成功因素是刀具生產制造的科技水平顯著提高,粉末冶金和涂層的新成就,以及現代化檢測及品控系統的引進。CAD/CAM系統和三維建模能力的顯著提升,為刀具設計的挑戰性創新思路與構思的實現提供了顯而易見的推動力。
技術的發展演化出新的加工方式,需要刀具來滿足新的嚴苛要求。這些刀具具有切削淬硬材料并免除后序磨削工序的能力(圖1)。在銑削加工中,這些新時代的刀具能夠在高的加工速度(HSM)下以超大每齒進給(HFM)加工,還能在高壓冷卻(HPC)下執行擺線銑削。這些刀具的設計不同于常規任務刀具,因它們需要具備上述所提及的加工方式及加工策略所需的特定特性特點。

圖1. 車削替代磨削:采用釬焊了PCBN刀尖刀片的車刀執行淬硬件的高精度車削。
機床工程的進展已推動金屬加工業益發接近于每個制造商的夢想,能實現一次裝夾完成全部加工。最新的多軸機床及多任務機床以及混合加工制造系統具有令人印象深刻的性能,結合了材料去除與3D打印技術于一體,被證明是邁向一次性裝夾完成加工發展的重大飛躍。作為可選項的驅動式刀具使得越來越多的車削中心擴張了其加工能力。可以理解的是,這一進展對于刀具的多功能性、刀具壽命、刀具失效時間這些特征提出了其它的要求。
找到能用于取代整體硬質合金刀具的成本效益更高的替代方案,推動了可換頭式刀具的設計。此外,其中的一些設計甚至還提供了刀具的刀頭懸伸具有高重復定位精度的顯著優勢。因此,更換磨損刀頭后無需進行額外的調整,無需從機床上取下刀具就能快速更換刀具。“無需對刀”的優勢為縮短機床停機時間開啟了一種思路,再結合其明顯的經濟優勢,確保可換式硬質合金刀頭概念成為切削刀具發展方向之一。
金屬加工業對切削刀具的通用性和可維護性提出了更高的要求。這些變化得到了刀具制造商的良性反饋。例如,典型的裝夾可轉位刀片的刀具,具有冷卻液流經刀體內冷卻通孔的特點。這樣的刀體設計現已成為不成文的刀具標準。另一個例子是切削刀具制造商不僅嚴苛指定所需的擰緊刀片夾緊螺釘的扭矩,還提供測力扳手以確保掌控扭矩有效值。
3.新趨勢和新挑戰
3.1.在金屬加工業,切削刀具制造商一直以來面對的趨勢就是面向新的挑戰。
3.1.1.復合材料與燒結金屬的運用顯著增長,需要采用特制刀具加工,在許多案例中是特別定制的。
3.1.2.金屬精密成形和3D打印趨勢上揚,使得其所制成的近凈成形工件呈增長態勢。這使得需通過機械加工去除的余量顯著減少。因此,在大功率機床上進行高生產率、高精度的低功率消耗的切削顯著增加。先進的多軸機床能通過切削加工方法生成精密復雜的形狀。因此,金屬加工業對切削刀具制造商所提供的合理的高效的解決方案頗感興趣。
3.1.3.難加工的ISO S材料組,尤其是β鈦合金及近β鈦合金材料及高溫超級合金(HTSA)具有低的切削速度的特點。
3.2.對采用這些材料的零部件需求的增長,需通過對機械加工的提速而提高相應的產出。事實證明,技術系統中最微不足道的要素,即切削刀具,已成為生產率提高的主要障礙。對上述問題以及其它因工業發展趨勢而增加的棘手的任務做出相適的答復,是并不輕松的任務。看上去,找到答案主要與設計、制造等相關。無論如何,這些都或多或少歸屬于傳統而熟悉的領域。與此同時,工業領域發生的變化給切削刀具制造商提交了完全不同類別的任務。
3.2.1.借助工業4.0和數字化制造這一確定的布局步驟,刀具制造商轉向了虛擬世界。他們需要對實物的刀具產品以數字孿生的形式補充發展出一套信息服務體系。這是通往未來智慧工廠的必要通行證。沒有這一通行證,刀具制造商將被擋在工廠大門之外。明天的用戶等待著刀具制造商提供有效的虛擬設計選項,為工藝設計過程的建模、刀具裝配集成、特別定制刀具概念設計提供支持。
3.2.2.在線營銷將在這一迫切的改變中發揮核心作用。COVID-19加速了在線營銷的影響,預計在線售前服務和售后支持的需求將不斷增長,并將成為刀具制造商所提供的一整套服務的一部分。因此,一個“All-in-One”的一站式在線營銷數字系統,刀具數據,獲取各種信息,生成孿生模塊,工程設計及經濟性的計算,刀具壽命分析,即時服務,建議、知識、能力等將成為刀具制造商產品系列必不可少的部分。(圖2)

圖2. ISCAR WORLD app,一個虛擬的一站式平臺,現已載入伊斯卡所有在線APPS,界面和供手機讀取的產品樣本。
4.尋找正確答案
當然,刀具制造商不能坐等事情產生變化,他們必須主動出擊。伊斯卡就是一個很好的例子,詮釋了一家領先的刀具制造商如何尋求滿足行業新需求,并為即將到來的變化做好準備。近幾年,伊斯卡通過發布LOGIQ系列推出技術創新的全新產品系列,本著工業發展趨勢的精神提供相應的解決方案。
4.1.伊斯卡的車削產品系列通過通用的裝配系統得到了豐富,該系統包括一個防振模塊和各種夾持刀片的可換式刀頭。釬焊有多晶立方氮化硼PCBN刀尖的刀片設計用于提高在淬硬工件材料的車削加工中的性能。
4.2.具有多定位槽刀夾的單刃切斷刀系統以及強固耐造的刀座的結合為生產率的提高打開了新的空間。
4.3.伊斯卡推出一系列能實現大進給銑削HFM及高速銑削HSM的銑刀,大幅擴展了銑削系列。在航空航天工業難加工材料的加工中,伊斯卡特別研發出新的用于可轉位刀片的合金牌號及整體陶瓷立銑刀。此外,新引進的玉米銑刀有著高壓冷卻HPC可選項,能顯著提升鈦的粗銑加工金屬去除率。(圖3)
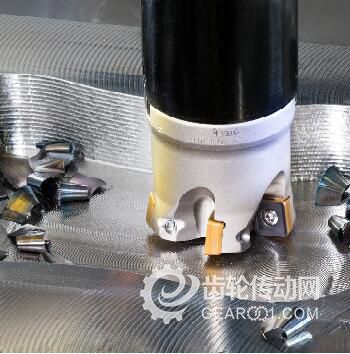
圖3. 在平面及復雜曲面的粗加工中,大進給銑刀仍然是高效方式。
4.4.伊斯卡的可換硬質合金刀頭式鉆頭,新增帶3個切削刃的全新刀頭,確保生產率的大幅提高(圖4)。采用聚晶金剛石刀尖和晶片的硬質合金鉆頭為復合材料的鉆削加工提供了高效解決方案。

圖4. 伊斯卡帶3個切削刃的可換頭式鉆頭,確保大幅提高生產率,顯著縮短停機時間。
4.5.伊斯卡的產品編程信息部分已發生了重大變化。數字孿生系統依據ISO 13399標準,虛擬裝配選項,優化刀具選擇的軟件,刀具牌號優化推薦器,各種來源的持續信息更新,在線購買,豐富的手機應用以及眾多其它新功能一應俱全,提供高水平的刀具產品組合。
5.結語
工業發展的邏輯需要工具制造商提供新的高性能刀具,刀具還具有實時更新的信息組成。這種實物與虛擬世界之間的有機組成將很快在切削刀具業得到認可,并定義切削刀具的智慧水平及并入先進制造系統。
在機械加工中,切削刀具是通過切除材料而成型工件的技術體系中的要素之一。該體系由機床、工件夾具及刀具裝夾機構組成。通過不同加工策略下的各種加工工藝可實現零件的成形。來自機床的進步使得在現代化機床上能執行工藝的整合乃至實施完整的加工工藝;而這些加工工藝在過去是在不同機床上分開執行的。甚至,先進的機床性能確保能執行更先進的加工策略以更大化發揮機床性能。
金屬加工行業必須應對不同的工程材料。材料科學與冶金學的發展不僅帶來新的難加工材料,還提供了生成具有預定義性能材料的技術。這些材料制成的工件能顯著提高其組件的作業性能,但切削加工卻變得益發困難。在許多案例中,成功加工的根源僅與切削刀具的制約有關。
切削刀具是工藝系統中最不起眼的要素,需直接接觸工件,也是連接機床與工件材料的紐帶。為充分發揮高技術含量機床的優勢及實現生產加工策略,刀具必須滿足相應的需求。為這些需求找到適當的答案,以對現代金屬加工日益增長的需求做出回應,是在切削刀具領域實現新發展的基礎。
COVID-19新冠肺炎疫情影響了全球經濟,不可避免地導致制造業的經濟指數下滑,金屬加工業歷經著艱難的時期。盡管新冠肺炎疫情之前的許多美好的期許被謹慎的預期所取代,然而這也正是深度分析工業發展趨勢,展望未來、預測未來及規劃未來的時刻。金屬加工處于重大變革的節點上,制造商們需做好采納它們的準備。面對即將到來的變革不能忽略切削刀具的制造,它是金屬加工鏈條中非常重要的一環。因此,對工業發展的方向及對未來刀具提出的新需求有著足夠清晰的認知與理解,是刀具制造商走向成功的基石。這是新刀具發展和對各式刀具提出需求的關鍵所在。
切削刀具的發展可以有不同的方向。“傳統”的發展之路是使得刀具更強大,生產率更高,更經濟,反映的是用戶對消耗型產品的本然訴求。其它的發展方向則與根植于金屬加工業的先進制造技術相關;因此,可提供的刀具解決方案仍有著很大的提升改進空間。
2.循章法研發
傳統的研發方向是通過引入技術創新的刀具幾何形狀、前沿的刀具牌號、先進的刀體設計以確保刀具具有更高的剛性及耐用性等,最終實現刀具性能的提高。可以看到,在這一研發方向上,已經快發揮到極致,卻仍并不能確保帶來真正的革新性的改變。然而,切削刀具制造商們已經切實地用實質上的新產品震驚了金屬加工業,帶來了有目共睹的好處,盡管采用的是傳統的產品設計方式。一個重要的成功因素是刀具生產制造的科技水平顯著提高,粉末冶金和涂層的新成就,以及現代化檢測及品控系統的引進。CAD/CAM系統和三維建模能力的顯著提升,為刀具設計的挑戰性創新思路與構思的實現提供了顯而易見的推動力。
技術的發展演化出新的加工方式,需要刀具來滿足新的嚴苛要求。這些刀具具有切削淬硬材料并免除后序磨削工序的能力(圖1)。在銑削加工中,這些新時代的刀具能夠在高的加工速度(HSM)下以超大每齒進給(HFM)加工,還能在高壓冷卻(HPC)下執行擺線銑削。這些刀具的設計不同于常規任務刀具,因它們需要具備上述所提及的加工方式及加工策略所需的特定特性特點。
圖1. 車削替代磨削:采用釬焊了PCBN刀尖刀片的車刀執行淬硬件的高精度車削。
找到能用于取代整體硬質合金刀具的成本效益更高的替代方案,推動了可換頭式刀具的設計。此外,其中的一些設計甚至還提供了刀具的刀頭懸伸具有高重復定位精度的顯著優勢。因此,更換磨損刀頭后無需進行額外的調整,無需從機床上取下刀具就能快速更換刀具。“無需對刀”的優勢為縮短機床停機時間開啟了一種思路,再結合其明顯的經濟優勢,確保可換式硬質合金刀頭概念成為切削刀具發展方向之一。
金屬加工業對切削刀具的通用性和可維護性提出了更高的要求。這些變化得到了刀具制造商的良性反饋。例如,典型的裝夾可轉位刀片的刀具,具有冷卻液流經刀體內冷卻通孔的特點。這樣的刀體設計現已成為不成文的刀具標準。另一個例子是切削刀具制造商不僅嚴苛指定所需的擰緊刀片夾緊螺釘的扭矩,還提供測力扳手以確保掌控扭矩有效值。
3.新趨勢和新挑戰
3.1.在金屬加工業,切削刀具制造商一直以來面對的趨勢就是面向新的挑戰。
3.1.1.復合材料與燒結金屬的運用顯著增長,需要采用特制刀具加工,在許多案例中是特別定制的。
3.1.2.金屬精密成形和3D打印趨勢上揚,使得其所制成的近凈成形工件呈增長態勢。這使得需通過機械加工去除的余量顯著減少。因此,在大功率機床上進行高生產率、高精度的低功率消耗的切削顯著增加。先進的多軸機床能通過切削加工方法生成精密復雜的形狀。因此,金屬加工業對切削刀具制造商所提供的合理的高效的解決方案頗感興趣。
3.1.3.難加工的ISO S材料組,尤其是β鈦合金及近β鈦合金材料及高溫超級合金(HTSA)具有低的切削速度的特點。
3.2.對采用這些材料的零部件需求的增長,需通過對機械加工的提速而提高相應的產出。事實證明,技術系統中最微不足道的要素,即切削刀具,已成為生產率提高的主要障礙。對上述問題以及其它因工業發展趨勢而增加的棘手的任務做出相適的答復,是并不輕松的任務。看上去,找到答案主要與設計、制造等相關。無論如何,這些都或多或少歸屬于傳統而熟悉的領域。與此同時,工業領域發生的變化給切削刀具制造商提交了完全不同類別的任務。
3.2.1.借助工業4.0和數字化制造這一確定的布局步驟,刀具制造商轉向了虛擬世界。他們需要對實物的刀具產品以數字孿生的形式補充發展出一套信息服務體系。這是通往未來智慧工廠的必要通行證。沒有這一通行證,刀具制造商將被擋在工廠大門之外。明天的用戶等待著刀具制造商提供有效的虛擬設計選項,為工藝設計過程的建模、刀具裝配集成、特別定制刀具概念設計提供支持。
3.2.2.在線營銷將在這一迫切的改變中發揮核心作用。COVID-19加速了在線營銷的影響,預計在線售前服務和售后支持的需求將不斷增長,并將成為刀具制造商所提供的一整套服務的一部分。因此,一個“All-in-One”的一站式在線營銷數字系統,刀具數據,獲取各種信息,生成孿生模塊,工程設計及經濟性的計算,刀具壽命分析,即時服務,建議、知識、能力等將成為刀具制造商產品系列必不可少的部分。(圖2)
圖2. ISCAR WORLD app,一個虛擬的一站式平臺,現已載入伊斯卡所有在線APPS,界面和供手機讀取的產品樣本。
4.尋找正確答案
當然,刀具制造商不能坐等事情產生變化,他們必須主動出擊。伊斯卡就是一個很好的例子,詮釋了一家領先的刀具制造商如何尋求滿足行業新需求,并為即將到來的變化做好準備。近幾年,伊斯卡通過發布LOGIQ系列推出技術創新的全新產品系列,本著工業發展趨勢的精神提供相應的解決方案。
4.1.伊斯卡的車削產品系列通過通用的裝配系統得到了豐富,該系統包括一個防振模塊和各種夾持刀片的可換式刀頭。釬焊有多晶立方氮化硼PCBN刀尖的刀片設計用于提高在淬硬工件材料的車削加工中的性能。
4.2.具有多定位槽刀夾的單刃切斷刀系統以及強固耐造的刀座的結合為生產率的提高打開了新的空間。
4.3.伊斯卡推出一系列能實現大進給銑削HFM及高速銑削HSM的銑刀,大幅擴展了銑削系列。在航空航天工業難加工材料的加工中,伊斯卡特別研發出新的用于可轉位刀片的合金牌號及整體陶瓷立銑刀。此外,新引進的玉米銑刀有著高壓冷卻HPC可選項,能顯著提升鈦的粗銑加工金屬去除率。(圖3)
圖3. 在平面及復雜曲面的粗加工中,大進給銑刀仍然是高效方式。
圖4. 伊斯卡帶3個切削刃的可換頭式鉆頭,確保大幅提高生產率,顯著縮短停機時間。
5.結語
工業發展的邏輯需要工具制造商提供新的高性能刀具,刀具還具有實時更新的信息組成。這種實物與虛擬世界之間的有機組成將很快在切削刀具業得到認可,并定義切削刀具的智慧水平及并入先進制造系統。