機床必須滿足多方面的要求。從用戶角度上看,諸如生產效率高和設備可靠性強等因素是至關重要的,對于機床制造廠商來說,這就意味著要達到最具經濟性的工藝參數,例如在穩定生產狀態下達到較大的切深和較高的進給量。生產狀態不穩,即可表現為設備發生振動,尤其在機床結構和部件剛性不足的時候。
出于這種原因,機床整體就需要達到很高的靜態和動態剛性。如果生產狀態不穩定,則機床的理論功效就無法被充分利用。
RWTH Aachen大學WZL學院可以為設備和生產流程提供測量技術方面的幫助,以對設備振動問題作出客觀的評估,并對設備特征作出描述。對此,可以揭示出靜態特性曲線、動態柔度頻率特性、生產過程中的振蕩形式與振顫特征等現象。通過此類探索,不穩定的生產流程可以得到識別,機械結構上的原因即可得到確定。
為了對機床的機械結構性能作出詳細分析和優化,WZL學院可以采用有限元(FEM)方法,對機床的結構進行模擬,通過FE建模和測量數值補償,對機床結構進行詳細的分析和虛擬優化,所獲得的優化結構可以被納入到下一步設計工作中去。最后,對在設計中所做的修改通過后續新的工藝探索活動加以測評。下文以Wema Voltland Technology公司的一臺特種機床為例,對整個過程作出描述。
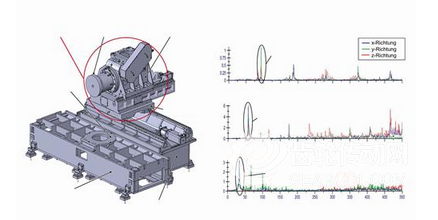
位于Plauen/Vogtland地區的Wema Vogtland公司是一家在各類機床改造和大修領域的主導供應廠商,同時也是一家機床制造廠商(尤其是特種機床)。可被納入到擁有全自動工件轉載功能的生產線上的此類特種機床能夠用于對諸如用戶專用工件的銑削加工。設備構造如圖2(左側)所示,該設備基本上由一個可分成兩半(即側面單元和中間單元)的床身、銑削單元和工件夾持單元構成(圖中未顯示出來),帶有加工主軸和刀座的銑削單元可以在X和Z軸方向上移動,中間單元擁有一個可安裝工件支架的連接板。
測量涉及各種不同的工藝參數和多種生產流程
在該機床樣機的使用過程中,某些生產流程出現了性能不穩定的現象。為了能夠更好地對生產流程作出評判,在加工過程中WZL學院對振動狀況進行了測量。測量涉及多種生產流程和各種不同的參數,所測定的不僅僅是不穩定的生產流程,同時也包含了穩定的生產流程,以便為分析和評判獲得可比對的測量結果。
在對生產流程進行評判時,也對加速度信號的頻率范圍進行了分析和評判。當加工作業處于穩定狀態時,主要顯現齒合頻率及其諧波;當加工作業因設備自發振動而處于不穩定狀態時,則主要顯現諧振頻率。諧振頻率在振幅上要明顯超過齒合頻率。對于所試驗的設備不穩定生產流程,可以識別出30?Hz、35?Hz和55?Hz的顫振頻率,如圖2(右側)所示。
為了查明不穩定生產流程的原因,對生產設備進行了測量。為了能夠對設備靜態性能特征作出描述,首先對靜態特性曲線進行了記錄。有了靜態特性曲線,即可識別出機床靜態剛性和以間隙方式出現的實際非線性(例如導向裝置和軸承)狀況。該機床顯現出一種幾乎直線的靜態變形特征,并因在加載和卸載之間的滯后程度低而可被視為是無間隙和無摩擦狀態。由此,為動態柔度特性和模態分析在測量技術上的可評判性提供了一種前提條件。
針對機床動態特性的研究和評定,利用了設備的柔度頻率特性。通過頻率范圍內的動態偏移及其動態力的商,可以計算出作為觸發頻率之上復雜數字的柔度頻率特性數值。圖3所示為各不同頻率特性的相應振幅。依據柔度頻率特性上的諧振峰值,可以得出設備固有頻率。很容易看出,前三個固有頻率與加工試驗中所測得的顫振頻率相一致。
借助于模態分析可以求得機床的本質形式并使之可視化
通過模態試驗分析,可以實現對機床固有頻率內本質形式的可視化。對此,可以確定出設備幾何外形和網狀模型,其節點可以成為測量點。在每個測量點上,可以測得柔性頻率特性,然后再獲得設備所出現的本質形式并實現可視化。由此可以更好地理解設備在不同頻率條件下的振動特性和設備結構上仍具改進潛力部位的第一個固有頻率。
通過模態分析,可以為每個所識別的臨界固有頻率提供相應的振動形式(見圖3)。30?Hz時的固有形式表現出銑削單元和工件夾持裝置在Z軸方向上的傾覆趨向;而35?Hz時的銑削單元和工件夾持裝置則在X軸方向上呈現逆相傾覆;當頻率為55?Hz時,可以看出銑削單元圍繞著Y軸旋轉。在進行測量試驗之后,采用有限元(FEM)方法為機床建立起一個模擬模型,以便對設備狀態進行詳細的研究。模擬模型的建立分為三個步驟:結構部件的提煉、網絡化和耦合。在第一個步驟中,對各個結構性部件進行了簡化,以免無謂地增加計算時間。
從模態分析中可以看出,所有被觀察的自有模態均從床身部件(側面單元或中間單元)中產生。因此,對側面單元和中間單元只作輕微地簡化。而銑削單元和工件夾持單元則接受更大的提煉。然后,對各個部件進行網絡連接,各網絡單元大小要視相關結構部件的提煉程度而定。
在下一個步驟中,把結構部件匯總到總的模擬模型中去,其重點在于對部件之間的連接進行展現。在實際應用中,結構部件往往是通過各種不同的元件進行相互耦合的。在建立完整的模擬模型之后,可依據機械試驗結果對模型進行補償,補償之后的模擬和測量臨界自有形式的對比情況,見圖4。
制訂改進建議書和驗證改進措施的成果
在經過補償的設備整體模型的模擬結果的基礎上,可以對相關的臨界固有頻率的自有形式進行詳細的變形分析,分析的目的在于對設備相應振動的原因進行識別。對此,可以識別出造成結構部件發生極大變形的部位,變形的原因也構成了振動現象的原因,這些振動現象必須得到排除,以便設備在這些部位上的剛性得到加強,同時把臨界固有頻率推移到一個較高的頻率范圍。
通過采取提高固有頻率的辦法,總體上可以降低原先擁有固有頻率的那些部位的動態柔度。因此可以認定,增強床身的剛性可以降低部件動態問題的嚴重程度,并避免產生顫動振蕩。
圖4所示下部區域所識別出的相關固有頻率相對應的設備變形狀況。針對30?Hz時銑削單元和工件夾持裝置在Z軸方向上的傾覆問題,振蕩原因首先應該從工件夾持裝置與設備中間單元相互連接的區域里查找,這是因為這里出現最嚴重的變形現象。盡管在床身上設置了大量的橫向筋條,但是連接板仍會發生變形,導致整個中間單元在Z軸方向上發生彎曲。由此,可以造成側面單元與中間單元相互裂開。
當發生反相傾覆時會出現較大的局部變形
當頻率為35?Hz,銑削單元和工件夾持裝置在X軸方向上發生反相傾覆時,在工件夾持裝置與設備中間單元相連接的區域內會出現較大的局部變形(見圖4的中下部分)。如同30?Hz時的自有形式一樣,連接板會發生變形,這是因為用于試驗的縱向筋條無法承受連接板的變形力。
與以往所觀察到的兩種固有頻率相反,當頻率為55?Hz和銑削單元繞著Y軸旋轉時,其振蕩的原因在于側面單元的導向區域內(見圖4,右下部分),盡管為了穩定導向軌道,在側面單元里加入橫向筋條,但后導向裝置仍然會發生傾覆。
在識別振蕩原因之后,該公司與制造廠家一起合作,制訂出了如何增強機床床身的結構剛性和如何采用有限元方法來進行模擬檢驗和評判等多種措施。為了使連接板與床身的接合達到更大的剛性,連接板被做得更加結實和尺寸更大,以便使后面兩個橫向筋條可以發揮出支撐連接板的作用。在側面單元里,也需要采取增加橫向筋條的數量和厚度的辦法來解決后部導向裝置的可能折彎的問題。
在設備模型上采取了這些措施之后,重新進行一次模擬。通過對初始模型和改進型模型之間的自有形式的比對,可以對改進措施的效果作出評定。由此可以把第一種,即30?Hz頻率模式下的固有頻率提高128%,把35?Hz頻率模式下的固有頻率提高138%,和把55?Hz頻率模式下的固有頻率提高35%。通過提高此類頻率,可以明顯看出機床床身結構的剛性得到了提高。
依據正面的評估結果,對由此做了設計更改的設備床身進行制造,也對設備進行了改造。為了能夠作出最終的評估,再次采用所有相關的作業流程參數對加工試驗進行了測量,并檢驗了設備流程不穩定性的問題。試驗結果表明,檢驗的所有作業流程整體穩定,所要求的工件誤差范圍也得到了保證。
通過整體作業流程方式有針對性地實現對設備的改進
借助于一個包含測量和模擬試驗與模擬結構改進內容在內的整體作業流程,可以得到一個有針對性的特種設備結構改進的結果,并阻止振蕩現象的再生。
首先從測量技術角度對設備特征進行表述,并對造成設備加工流程不穩定現象的臨界固有頻率進行識別,然后為設備建立相應的模型并作補償,對臨界頻率條件下設備振蕩特征進行了詳細的模擬和分析,由此可以制訂出增強設備結構部件剛性的有針對性的措施。在制造廠家落實好改進措施之后,再通過第二次測量檢驗工作來驗證整改措施的最終成果。
出于這種原因,機床整體就需要達到很高的靜態和動態剛性。如果生產狀態不穩定,則機床的理論功效就無法被充分利用。
RWTH Aachen大學WZL學院可以為設備和生產流程提供測量技術方面的幫助,以對設備振動問題作出客觀的評估,并對設備特征作出描述。對此,可以揭示出靜態特性曲線、動態柔度頻率特性、生產過程中的振蕩形式與振顫特征等現象。通過此類探索,不穩定的生產流程可以得到識別,機械結構上的原因即可得到確定。
為了對機床的機械結構性能作出詳細分析和優化,WZL學院可以采用有限元(FEM)方法,對機床的結構進行模擬,通過FE建模和測量數值補償,對機床結構進行詳細的分析和虛擬優化,所獲得的優化結構可以被納入到下一步設計工作中去。最后,對在設計中所做的修改通過后續新的工藝探索活動加以測評。下文以Wema Voltland Technology公司的一臺特種機床為例,對整個過程作出描述。
位于Plauen/Vogtland地區的Wema Vogtland公司是一家在各類機床改造和大修領域的主導供應廠商,同時也是一家機床制造廠商(尤其是特種機床)。可被納入到擁有全自動工件轉載功能的生產線上的此類特種機床能夠用于對諸如用戶專用工件的銑削加工。設備構造如圖2(左側)所示,該設備基本上由一個可分成兩半(即側面單元和中間單元)的床身、銑削單元和工件夾持單元構成(圖中未顯示出來),帶有加工主軸和刀座的銑削單元可以在X和Z軸方向上移動,中間單元擁有一個可安裝工件支架的連接板。
圖1 通往動態穩定的機床之路
測量涉及各種不同的工藝參數和多種生產流程
在該機床樣機的使用過程中,某些生產流程出現了性能不穩定的現象。為了能夠更好地對生產流程作出評判,在加工過程中WZL學院對振動狀況進行了測量。測量涉及多種生產流程和各種不同的參數,所測定的不僅僅是不穩定的生產流程,同時也包含了穩定的生產流程,以便為分析和評判獲得可比對的測量結果。
在對生產流程進行評判時,也對加速度信號的頻率范圍進行了分析和評判。當加工作業處于穩定狀態時,主要顯現齒合頻率及其諧波;當加工作業因設備自發振動而處于不穩定狀態時,則主要顯現諧振頻率。諧振頻率在振幅上要明顯超過齒合頻率。對于所試驗的設備不穩定生產流程,可以識別出30?Hz、35?Hz和55?Hz的顫振頻率,如圖2(右側)所示。
為了查明不穩定生產流程的原因,對生產設備進行了測量。為了能夠對設備靜態性能特征作出描述,首先對靜態特性曲線進行了記錄。有了靜態特性曲線,即可識別出機床靜態剛性和以間隙方式出現的實際非線性(例如導向裝置和軸承)狀況。該機床顯現出一種幾乎直線的靜態變形特征,并因在加載和卸載之間的滯后程度低而可被視為是無間隙和無摩擦狀態。由此,為動態柔度特性和模態分析在測量技術上的可評判性提供了一種前提條件。
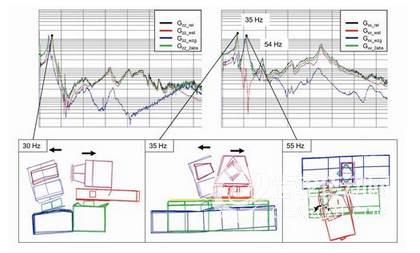
針對機床動態特性的研究和評定,利用了設備的柔度頻率特性。通過頻率范圍內的動態偏移及其動態力的商,可以計算出作為觸發頻率之上復雜數字的柔度頻率特性數值。圖3所示為各不同頻率特性的相應振幅。依據柔度頻率特性上的諧振峰值,可以得出設備固有頻率。很容易看出,前三個固有頻率與加工試驗中所測得的顫振頻率相一致。
圖2 Wema Vogtland公司特種設備的構造(左)和加工試驗的評估(右)
借助于模態分析可以求得機床的本質形式并使之可視化
通過模態試驗分析,可以實現對機床固有頻率內本質形式的可視化。對此,可以確定出設備幾何外形和網狀模型,其節點可以成為測量點。在每個測量點上,可以測得柔性頻率特性,然后再獲得設備所出現的本質形式并實現可視化。由此可以更好地理解設備在不同頻率條件下的振動特性和設備結構上仍具改進潛力部位的第一個固有頻率。
圖3 X軸和Z軸向上的柔度頻率特性(上)和在臨界頻率條件下設備的自有形式(下)
通過模態分析,可以為每個所識別的臨界固有頻率提供相應的振動形式(見圖3)。30?Hz時的固有形式表現出銑削單元和工件夾持裝置在Z軸方向上的傾覆趨向;而35?Hz時的銑削單元和工件夾持裝置則在X軸方向上呈現逆相傾覆;當頻率為55?Hz時,可以看出銑削單元圍繞著Y軸旋轉。在進行測量試驗之后,采用有限元(FEM)方法為機床建立起一個模擬模型,以便對設備狀態進行詳細的研究。模擬模型的建立分為三個步驟:結構部件的提煉、網絡化和耦合。在第一個步驟中,對各個結構性部件進行了簡化,以免無謂地增加計算時間。
從模態分析中可以看出,所有被觀察的自有模態均從床身部件(側面單元或中間單元)中產生。因此,對側面單元和中間單元只作輕微地簡化。而銑削單元和工件夾持單元則接受更大的提煉。然后,對各個部件進行網絡連接,各網絡單元大小要視相關結構部件的提煉程度而定。
在下一個步驟中,把結構部件匯總到總的模擬模型中去,其重點在于對部件之間的連接進行展現。在實際應用中,結構部件往往是通過各種不同的元件進行相互耦合的。在建立完整的模擬模型之后,可依據機械試驗結果對模型進行補償,補償之后的模擬和測量臨界自有形式的對比情況,見圖4。
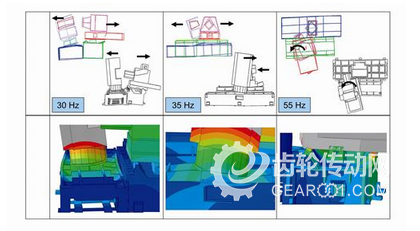
圖4 在臨界頻率條件下的變形分析
制訂改進建議書和驗證改進措施的成果
在經過補償的設備整體模型的模擬結果的基礎上,可以對相關的臨界固有頻率的自有形式進行詳細的變形分析,分析的目的在于對設備相應振動的原因進行識別。對此,可以識別出造成結構部件發生極大變形的部位,變形的原因也構成了振動現象的原因,這些振動現象必須得到排除,以便設備在這些部位上的剛性得到加強,同時把臨界固有頻率推移到一個較高的頻率范圍。
通過采取提高固有頻率的辦法,總體上可以降低原先擁有固有頻率的那些部位的動態柔度。因此可以認定,增強床身的剛性可以降低部件動態問題的嚴重程度,并避免產生顫動振蕩。
圖4所示下部區域所識別出的相關固有頻率相對應的設備變形狀況。針對30?Hz時銑削單元和工件夾持裝置在Z軸方向上的傾覆問題,振蕩原因首先應該從工件夾持裝置與設備中間單元相互連接的區域里查找,這是因為這里出現最嚴重的變形現象。盡管在床身上設置了大量的橫向筋條,但是連接板仍會發生變形,導致整個中間單元在Z軸方向上發生彎曲。由此,可以造成側面單元與中間單元相互裂開。
當發生反相傾覆時會出現較大的局部變形
當頻率為35?Hz,銑削單元和工件夾持裝置在X軸方向上發生反相傾覆時,在工件夾持裝置與設備中間單元相連接的區域內會出現較大的局部變形(見圖4的中下部分)。如同30?Hz時的自有形式一樣,連接板會發生變形,這是因為用于試驗的縱向筋條無法承受連接板的變形力。
與以往所觀察到的兩種固有頻率相反,當頻率為55?Hz和銑削單元繞著Y軸旋轉時,其振蕩的原因在于側面單元的導向區域內(見圖4,右下部分),盡管為了穩定導向軌道,在側面單元里加入橫向筋條,但后導向裝置仍然會發生傾覆。
在識別振蕩原因之后,該公司與制造廠家一起合作,制訂出了如何增強機床床身的結構剛性和如何采用有限元方法來進行模擬檢驗和評判等多種措施。為了使連接板與床身的接合達到更大的剛性,連接板被做得更加結實和尺寸更大,以便使后面兩個橫向筋條可以發揮出支撐連接板的作用。在側面單元里,也需要采取增加橫向筋條的數量和厚度的辦法來解決后部導向裝置的可能折彎的問題。
在設備模型上采取了這些措施之后,重新進行一次模擬。通過對初始模型和改進型模型之間的自有形式的比對,可以對改進措施的效果作出評定。由此可以把第一種,即30?Hz頻率模式下的固有頻率提高128%,把35?Hz頻率模式下的固有頻率提高138%,和把55?Hz頻率模式下的固有頻率提高35%。通過提高此類頻率,可以明顯看出機床床身結構的剛性得到了提高。
依據正面的評估結果,對由此做了設計更改的設備床身進行制造,也對設備進行了改造。為了能夠作出最終的評估,再次采用所有相關的作業流程參數對加工試驗進行了測量,并檢驗了設備流程不穩定性的問題。試驗結果表明,檢驗的所有作業流程整體穩定,所要求的工件誤差范圍也得到了保證。
通過整體作業流程方式有針對性地實現對設備的改進
借助于一個包含測量和模擬試驗與模擬結構改進內容在內的整體作業流程,可以得到一個有針對性的特種設備結構改進的結果,并阻止振蕩現象的再生。
首先從測量技術角度對設備特征進行表述,并對造成設備加工流程不穩定現象的臨界固有頻率進行識別,然后為設備建立相應的模型并作補償,對臨界頻率條件下設備振蕩特征進行了詳細的模擬和分析,由此可以制訂出增強設備結構部件剛性的有針對性的措施。在制造廠家落實好改進措施之后,再通過第二次測量檢驗工作來驗證整改措施的最終成果。