軸齒類零件在工業(yè)技術(shù)中有著非常廣泛的應(yīng)用。工業(yè)機(jī)器人減速器輸入軸零件結(jié)構(gòu)復(fù)雜,其一端為齒形結(jié)構(gòu),另一端具有盲孔,孔內(nèi)設(shè)有鍵槽,其主要作用是傳動扭矩,且工作條件較為苛刻,要求其具有優(yōu)良的耐磨性、抗接觸疲勞強(qiáng)度和抗彎曲疲勞性能。滲碳淬火是使工件表面獲得高硬度以提高服役可靠性和耐磨性的常用熱處理工藝。為了使工業(yè)機(jī)器人減速器軸齒類零件獲得良好的耐磨性能,同樣需要對其進(jìn)行滲碳淬火處理。此類軸齒類零件最常用的滲碳工藝為氣體滲碳,如中國專利“一種減小齒輪軸鍵槽變形 的熱處理工藝”介紹,采用氣體滲碳工藝,在保護(hù)氣氛環(huán)境中進(jìn)行升溫保溫滲碳處理,具有滲碳成本低、速度快、滲碳質(zhì)量穩(wěn)定、滲碳?xì)夥杖菀卓刂啤B碳層表面質(zhì)量易于控制等優(yōu)點(diǎn)。然而,在傳統(tǒng)氣體滲碳工藝中,通常采用氮-甲醇作為載氣,由于甲醇低溫裂解存在爆炸的安全隱患,因此用可控氣氛多用爐或井式爐實(shí)施氣體滲碳時,在 750 ℃ 以下工件不能實(shí)現(xiàn)保護(hù)氣氛下的預(yù)熱和保溫,通常需要快速升溫至 800 ℃ 以上才能進(jìn)行滲碳處理。這就導(dǎo)致從低溫階段升溫過程中 工件可能發(fā)生加熱畸變。在這種情況下,工業(yè)機(jī)器人減速器軸齒類零件的鍵槽變形和齒形畸變量甚至可達(dá)到 0.03 ~ 0.05 mm,這對于精密機(jī)械來說,已不能滿足其熱處理技術(shù)要求。并且,氣體滲碳工藝無法保證在零件盲孔內(nèi)形成足夠的滲層深度,滲碳質(zhì)量不易控制。
真空低壓滲碳是傳統(tǒng)氣體滲碳工藝的升級,是熱處理高質(zhì)量發(fā)展和低碳化發(fā)展的必然趨勢。利用乙炔真空滲碳技術(shù)和高壓氣淬技術(shù)對鋼制零件表面進(jìn)行滲碳淬火處理,不僅沒有碳排放,而且由于可 使用更高的滲碳溫度,使零件滲碳速度加快,快速達(dá)到預(yù)定的深度從而提高滲碳淬火零件的生產(chǎn)效率,具有安全、低碳、高效和環(huán)保等特點(diǎn),并且零件的盲孔滲碳可以有效避免滲層表面出現(xiàn)內(nèi)氧化是真空低壓滲碳所特有的優(yōu)勢。工業(yè)機(jī)器人減速器的軸齒類零件精 度要求非常高,其齒形畸變量要求控制在 0.015 ~ 0.025 mm之內(nèi),而現(xiàn)有真空低壓滲碳技術(shù)對此類鍵槽和齒形畸變量過大的問題沒有現(xiàn)成的解決方案。因此,根據(jù)此類軸齒類零件的結(jié)構(gòu)特點(diǎn)和精度要求,有必要對現(xiàn)有的真空低壓滲碳工藝進(jìn)行針對性開發(fā),開展典型機(jī)器人用軸齒類零件的少無畸變真空低壓滲碳、高壓氣淬熱處理工藝研究,優(yōu)化熱處理工藝,完成典型機(jī)器人用軸齒類零件的真空低壓滲碳、高壓氣淬工藝示范應(yīng)用,同時達(dá)到減少碳排放的目標(biāo)。
1、試驗(yàn)材料與方法
試件材料及技術(shù)要求
試驗(yàn)零件為機(jī)器人行星減速器中的輸入軸,材料為 SCM420 鋼,主要化學(xué)成分見表 1,符合JIS G 4053- 2008 Low-alloyed steels for machine structural use 要求。圖 1 為輸入軸簡圖和齒部畸變檢測位置。
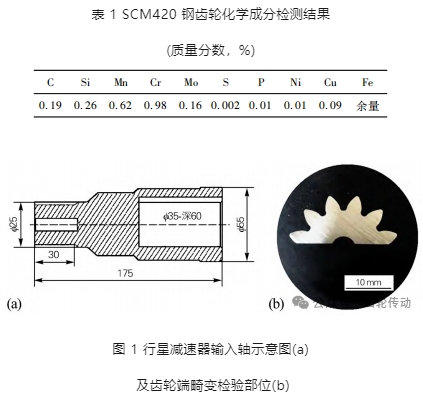
輸入軸制造工藝流程為: 下料—粗車—正火—檢驗(yàn)—機(jī)加工—滲碳淬回火—檢驗(yàn)—拋丸—磨齒—檢驗(yàn)—清洗—包裝入庫。該齒軸的最終熱處理為滲碳淬火,要求硬化層深度為 0.425 ~ 0.725 mm,表面硬度為 58 ~ 62 HRC,心部硬度為 30 ~ 40 HRC。顯微組織檢驗(yàn)按照 GB /T 25744—2017《鋼件滲碳淬火回火金相檢驗(yàn)》進(jìn)行。
此外還要求,馬氏體、殘留奧氏體、碳化物和心部組織級別均為 1 ~ 2 級,齒輪精度要求達(dá)到 JISN3 級 ( JIS B1702) ,齒溝振動≤0.028 mm,齒形、齒筋變形量 ≤0.015 mm。圖 2 為該輸入軸滲碳淬火畸變測試取樣爐內(nèi)位置圖。

試驗(yàn)工藝
試驗(yàn)裝備為國產(chǎn)雙室真空低壓滲碳高壓氣淬真空爐,滲碳淬火工藝如圖 3 所示。在升溫階段,爐內(nèi)真空度控制在1 Pa 以下,依次將工件升溫至(300 ±5) ℃,均溫 30 min; 升溫至(480 ± 5) ℃,均溫 30 min; 升溫至 (680 ± 5) ℃,均溫 30 min; 升溫至(780 ± 5) ℃,均溫 30 min; 升溫至(850 ±5) ℃,均溫 30 min; 升溫至 950 ℃, 經(jīng)過多段升溫和均溫后進(jìn)行滲碳。
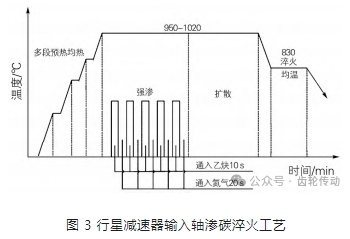
在滲碳階段,將爐壓控制在 850 ~ 880 Pa,強(qiáng)滲階段通入乙炔氣體保持 10 s 后再通入氮?dú)?20 s,作為一個滲碳脈沖周期,整個強(qiáng)滲階段由 5 個滲碳脈沖周期組成,在強(qiáng)滲階段利用氮?dú)鈱t內(nèi)產(chǎn)生的廢氣進(jìn)行排氣。滲碳結(jié)束,在爐內(nèi)冷至 830 ℃ ,用氮?dú)膺M(jìn)行淬火,壓力為 1.8 MPa (18 bar) 。淬火流體流向、流速、過程變換等由真空滲碳高壓氣淬爐附帶軟件自動控制。
測試方法
將真空低壓滲碳高壓氣淬后的試樣研磨拋光,用體積分?jǐn)?shù) 4% 的硝酸酒精溶液侵蝕,依 GB /T 9450— 2005《鋼件滲碳淬火硬化層深度的測定和校核》和 GB /T 25744—2010《鋼件滲碳淬火回火金相檢驗(yàn)》測定有效硬化層深度、碳濃度及滲碳層組織、滲層馬氏體、殘留奧氏體和碳化物級別等。滲層硬度用 MVA- 40ETS 型顯微硬度計檢測,滲層和心部組織用 LV150NL 型顯微鏡觀察分析,淬火齒輪精度、齒溝振動和齒形畸變等用 TTi-300E 型齒形測試儀參照 JIS B 1702《圓柱齒輪 ISO 精度體系》在圖 1( b) 所示的實(shí)體工件上測量。
2、試驗(yàn)結(jié)果與分析
碳濃度、有效硬化層深度、表面硬度與心部硬度
采用真空低壓滲碳和高壓氣淬技術(shù)對機(jī)器人減速器輸入軸進(jìn)行熱處理,對處理后的零件進(jìn)行抽檢。9 點(diǎn)測試表面碳含量在 0.65% ~ 0.68% 范圍,符合 0.66% ± 0.05% 的要求。有效硬化層深度為 0.61 ~0.69 mm (550 HV0.3) ,9 點(diǎn)測試偏差范圍在 0.03 ~ 0.08 mm,滲碳層深度偏差≤ ± 0.05 mm,符合設(shè)定滲層 0.65 mm的要求。9 點(diǎn)測試表面硬度為59.6 ~60.0 HRC,平均值為 59.7 HRC(滿足 58 ~ 62 HRC 的要求) ,硬度 偏差≤ ± 1 HRC,心部硬度和有效滲碳層深度均值分別為 38. 6 HRC 和 0. 681 mm,符合技術(shù)要求。圖 4 為滲碳層硬度分布曲線和相應(yīng)的碳濃度分布曲線,兩條曲線保持一致,各項(xiàng)指標(biāo)均達(dá)到或超過技術(shù)要求。
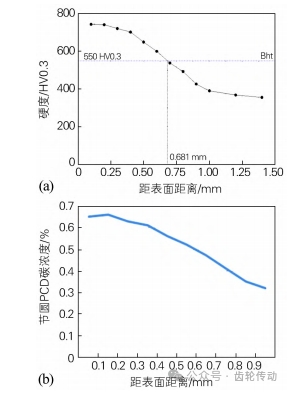
圖 4 行星減速器輸入軸滲碳層硬度分布曲線(a) 和相應(yīng)的碳濃度分布曲線(b)
滲層組織
圖 5 為輸入軸齒部節(jié)圓處的滲層組織和碳化物分布形貌。如圖 5 所示,輸入軸滲碳層中的馬氏體為 1 級,殘留奧氏體和碳化物為 1 ~ 2 級,達(dá)到優(yōu)質(zhì)產(chǎn)品的技術(shù)要求。
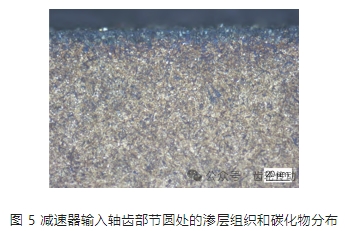
圖 6 為輸入軸齒部節(jié)圓處滲層表層的晶間氧化 (IGO) 情況。晶間氧化又稱內(nèi)氧化,研究認(rèn)為是由 Cr、Mn、Si 等易氧化元素與氣氛中微量的氧結(jié)合形成氧化物,使晶界附近基體合金元素貧化,常出現(xiàn)在可控氣氛滲碳過程中。產(chǎn)生內(nèi)氧化及合金元素的貧化后,會使其附近奧氏體的穩(wěn)定性降低,淬透性不足,在隨后的淬火過程中極易發(fā)生分解,形成屈氏體和貝氏體等混合組織,一般 ME 級精密齒輪對其都有嚴(yán)格的限制。如圖 6 所示,真空低壓滲碳和高壓氣淬的輸入軸在齒部滲層表面未出現(xiàn)晶間氧化情況。
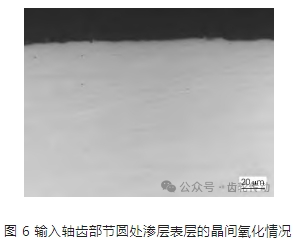
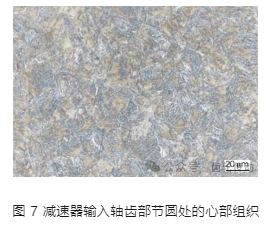
圖 7 為輸入軸齒部節(jié)圓處的心部組織照片。如圖 7 所示,輸入軸滲碳淬火后心部組織級別為 1 ~ 2 級。
齒形畸變
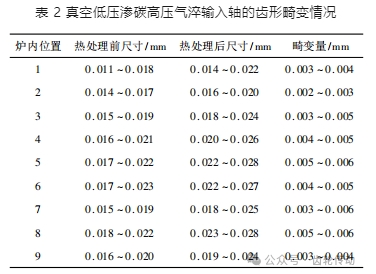
表 2 為輸入軸真空低壓滲碳高壓氣淬后齒形的畸變情況。由表 2 可見,該軸齒類零件在圖 2 所示的各測試點(diǎn),畸變量全部控制在 0.005 ~ 0.015 mm 之內(nèi)。
3、討論
多階段預(yù)熱
由于真空加熱的換熱特點(diǎn),真空爐內(nèi)進(jìn)行低壓滲碳一般在爐溫到達(dá)滲碳溫度之后仍需保持一段時間,這個階段稱為“均熱(Soaking) ”,它有兩個作用,一是使工件本身均溫,另外實(shí)現(xiàn)裝料間的均溫; 二是利用真空加熱特點(diǎn)清理工件表面,以便于隨后滲劑與工件間均勻接觸,這對帶深孔盲孔等不易清洗部位的工件尤其重要。當(dāng)用乙炔作為滲碳介質(zhì)時,工件均溫時間一般為: 低于 955 ℃時每 25 mm 約 1 h; 高于 955 ℃ 時每 25 mm 40 ~ 45 min。鑒于此,本試驗(yàn)設(shè)計了更加合理的均溫工藝措施,采用了多階段升溫均溫的辦法,一方面使工件升溫速度更加平穩(wěn),有利于消除輸入軸前期多道次復(fù)雜加工的殘余應(yīng)力和升溫的熱應(yīng)力,另外,有利于縮短工件在高溫時的均溫停留時間。數(shù)據(jù)表明,多階段升溫均溫的辦法對于提高滲層均勻性和減少工件畸變都是有益的。
乙炔滲碳
乙炔的結(jié)構(gòu)式為 H-C≡C-H,為不飽和烴,由一個三鍵將兩個碳原子相連。乙炔在真空及滲碳溫度下的分解反應(yīng)如下:
該反應(yīng)為吸熱反應(yīng)。乙炔裂解反應(yīng)有兩個主要特征,一是一個乙炔分子可分解出兩個活性碳原子; 二是乙炔分解必須借助于熾熱的金屬表面。在真空爐內(nèi)滲 碳高溫下,乙炔不會發(fā)生聚合反應(yīng)生成焦油等物質(zhì)。故不難看出乙炔較丙烷作為滲碳介質(zhì)有突出優(yōu)點(diǎn),首先乙炔可供的碳量遠(yuǎn)大于丙烷,用乙炔作滲碳介質(zhì)可在很低的壓力下進(jìn)行; 乙炔要借助于工件表面裂解,工件表面的潔凈程度直接決定了裂解的完全程度和滲碳的均勻程度,故在強(qiáng)滲階段,工件表層奧氏體可在極短時間內(nèi)達(dá)到完全飽和,隨即進(jìn)行擴(kuò)散,擴(kuò)散后表層所需富化的碳量由后續(xù)脈沖補(bǔ)上,補(bǔ)充量根據(jù)鋼材種類和滲碳溫度進(jìn)行計算。
碳利用率和碳勢控制
由于沒有多余的碳向滲碳環(huán)境逸出,乙炔在低壓滲碳過程碳的利用率極高,在合理計算的脈沖工藝參數(shù)下,可完全消除碳黑的形成,同時有利于復(fù)雜幾何形狀零件包括盲孔深孔件的滲碳。只要裝爐量和裝料布局合理,可解決滲層均勻性及密集裝料等生產(chǎn)實(shí)際問題。
不同于氣氛滲碳,真空乙炔滲碳系統(tǒng)中沒有含氧反應(yīng)氣體,如 CO2和 H2O,也不存在單純的氧氣,所有傳統(tǒng)氣體滲碳的碳勢測量和控制措施都不能在真空滲碳過程發(fā)揮作用,故真空低壓滲碳沒有所謂“碳勢”控制的問題。在這種情況下,最重要的參數(shù)是碳質(zhì)量流的密度,定義為單位表面積和單位時間內(nèi)進(jìn)入材料的碳量。在零件表面上獲得的碳濃度就是由該參數(shù)作為供氣量、擴(kuò)滲程度、界面層質(zhì)量傳輸系數(shù)和材料內(nèi)的擴(kuò)散速度的函數(shù)確定的。如前所述,所有這些變量都和滲碳鋼材種類和滲碳溫度有關(guān)。通過在滲碳溫度下周期式地向工件表層傳輸滲碳介質(zhì)、飽和滲入,再經(jīng)過擴(kuò)散,達(dá)到設(shè)計的碳濃度分布。即根據(jù)工件要求的滲層厚度、材料特性、裝料總面積及裝料量等用計算機(jī)模擬軟件程序來控制通入爐內(nèi)的滲碳介質(zhì)的傳輸量,來達(dá)到控制滲層的目的。故目前真空滲碳有兩種基本模式: 一種是氣體交替,壓力不變,乙炔-氮?dú)庋h(huán)充入,用于一般工件的低壓滲碳; 另一種是壓力脈沖,乙炔氣充入-反應(yīng)廢氣抽出。如此重復(fù),通過壓力調(diào)節(jié),用于盲孔與深孔工件的滲碳,脈沖滲碳的滲層均勻性更好,故采用了后者。
碳化物及殘留奧氏體
由于滲碳劑的供給經(jīng)過了嚴(yán)密的計算和按需控制,真空低壓滲碳工件表面的碳濃度容易實(shí)現(xiàn)產(chǎn)品圖紙要求的目標(biāo)控制,從而有效控制工件表層的碳濃度及碳化物的形成和數(shù)量。經(jīng)過多次反復(fù)工藝試驗(yàn)確定的滲碳過程參數(shù)獲得了滿意的結(jié)果。由于控制了工件表面的碳濃度,殘留奧氏體量也得到了有效的控制,從輸入軸滲碳淬火回火后的硬度及實(shí)際測量結(jié)果都可以看出,本零件不存在殘留奧氏體超標(biāo)的問題。
滲碳速度
根據(jù)滲層深度 δ 和滲碳時間 τ 的關(guān)系 δ = A·τ1/2 ,滲碳溫度每提高 10 ℃,滲碳常數(shù) A 提高 1.06 倍。由 930 ℃提高到970 ℃,滲碳常數(shù) A 提高1.26 倍,由930 ℃ 提高到 1000 ℃,滲碳常數(shù) A 提高 1.43 倍,由 970 ℃提高到 1000 ℃,滲碳常數(shù) A 提高 1.14 倍。同時,與以往滴注式可控氣氛滲碳相比,滲碳時間大幅度縮短。以 1.2 mm 滲碳層深為例,采用可控氣氛滲碳及擴(kuò)散時間一般在 8 h 左右,而采用真空高溫低壓滲碳爐滲碳僅需 5 ~ 6 h。在 930 ℃ 真空低壓滲碳,當(dāng)有效滲碳層深度為 0.8 mm 時,可節(jié)省滲碳時間 31% ; 在 960 ℃,當(dāng)滲碳層深度為 1.6 mm 時,可節(jié)省滲碳時間 21%。本項(xiàng)目中實(shí)際采用的真空低壓滲碳溫度為 950 ℃ 以上,比可控氣氛滲碳高出 20 ℃ 以上,在本項(xiàng)目要求的滲碳層深度 0.425 ~ 0.725 mm 范圍內(nèi),實(shí)際工藝時間縮短約 30% 。
高壓氣淬
高壓氣體淬火與有物態(tài)變化的液態(tài)冷卻介質(zhì)(油或水) 相比,最大的區(qū)別在于高壓氣體淬火只有對流一種換熱方式,淬火冷卻時熱交換過程穩(wěn)定,工件淬火的熱應(yīng)力和組織應(yīng)力也就變得相對穩(wěn)定,而且氣壓、氣流速度、方向柔性可調(diào),增加了對不同工件和裝料方式的冷卻適應(yīng)性,降低了液體淬火介質(zhì)蒸氣膜、沸騰和對流 3 階段因換熱特點(diǎn)、換熱效率不同及冷卻速度突變和不穩(wěn)定等給工件帶來應(yīng)力狀態(tài)復(fù)雜多變,而增加工件畸變的風(fēng)險。輸入軸經(jīng)穩(wěn)定壓力的 1.8 MPa (18 bar) 高壓氮?dú)獯慊鸷螅ぜ砻嬖谔幚砬昂蠊饬寥缫唬鍧嵜庀矗行Э刂屏藵B碳輸入軸的淬火齒形畸變。同時,消除了原來油淬的碳排放,做到了清潔生產(chǎn)。
4、結(jié)論
機(jī)器人減速器輸入軸采用真空低壓滲碳和高壓氣淬技術(shù),經(jīng)滲碳淬火后其滲層組織、硬度、畸變量等結(jié)果如下:
1) 輸入軸經(jīng)真空低壓滲碳高壓氣淬后滲碳層中馬氏體為 1 級,殘留奧氏體和碳化物為 1 ~ 2 級,心部組織為 1 ~ 2 級; 滲碳層偏差≤ ± 0.05 mm,完全滿足GB/T 25744—2010 滲碳層深度應(yīng)在 0.1 ~ 0.2 mm 的要求。同時,經(jīng)真空低壓滲碳后,零件表面無內(nèi)氧化,滲碳質(zhì)量明顯提高。
2) 滲碳時間比可控氣氛滲碳縮短 30%,免除了清洗工序,生產(chǎn)用電、用氣成本和總工時都得以降低,效益明顯。
3) 與油淬相比,輸入軸采用高壓氣體進(jìn)行淬火,硬度達(dá)標(biāo),畸變量小。全爐 9 點(diǎn)測試表面硬度均值為 59.7 HRC,心部硬度均值為 38.6 HRC,有效硬化層深度均值為 0.681 mm。9 點(diǎn)檢測畸變量全部控制在 0.005 ~ 0.015 mm。
參考文獻(xiàn)略.