國內、外在近年生產的大型數控成型磨齒機上,幾乎全部配有隨機的測量系統.隨機的齒輪測量裝置是將測量系統和機床的數控系統集成為一體,測量信息處理后能反饋至機床及時修正加工參數。
隨著國外大型數控成型磨齒機大量進入國內市場,然而在正確使用這些機床方面,不少的企業還存在不少的差異,筆者發現國內不少的企業在使用上錯誤認為齒輪在線檢測=齒輪離線檢測而走進誤區,無法和國外的技術理念及觀點接軌,對齒輪內在質量的提升和國際貿易往來直接帶來嚴重的影響。
通過向美國Gleason-PFAUTER、德國KAPP-NILES、Hofler及國內秦川機床的有關專家請教對齒輪在線檢測和齒輪離線檢測有了全面和深入的了解,今將這一認識的全過程撰寫成文,并將此文奉獻給國內的有關企業,希望通過對本文的學習和了解,在專業技術方面和國外的理念接軌和達到共識,從而盡快走出誤區,以求共進。
一、磨齒時的齒輪在線檢測和齒輪離線檢測的定義
1.齒輪在線檢測
齒輪在線檢測是指測量時把齒輪測量儀器裝于齒輪之上或是裝在數控成型磨齒機上對齒輪進行的檢測。
2.齒輪離線檢測
齒輪離線檢測是指測量時齒輪必須從磨齒機上取下來,搬放到齒輪檢測機上進行檢測。
二、齒輪在線檢測和齒輪離線檢測的作用
1、齒輪在線檢測的主要作用:
齒輪在磨齒加工中,齒輪在線檢測是對質量監控的輔助手段,關鍵在于對磨齒過程的質量控制。在磨齒中對磨齒機提供調整的依據。其檢測結果不能作為質量報告的憑據。
齒輪在線檢測報告還用于100%提供齒輪檢測報告及可追溯性。它不能單獨使用,必須經過齒輪離線檢測的驗證一致后才能有效。而且,必須有嚴格的質量管理控制程序。
2.齒輪離線檢測的主要作用:
磨齒后最終的出廠檢測必須在齒輪離線檢測的專用測量儀(齒輪檢測機)上進行。其檢查結果可作為質量合格與否的唯一判據。
三、齒輪的精度檢測在國際貿易中的有關規定
齒輪的精度檢測在國際貿易中一律以齒輪離線檢測的報告作為檢驗齒輪合格與否的唯一依據,以齒輪離線檢測為準。
歐美國家一些大的品牌公司同時還規定:在使用頂級的德國克林根貝爾格,美國格里森齒輪檢測機檢測合格的齒輪進出口時享有“免檢”的優惠。
四、齒輪在線檢測時的注意事項
1.齒輪在線檢測所檢的齒輪一定要控制在齒厚基本見光的情況下檢測(留有一定的加工余量)。
2.這時將在數控磨齒機上所磨的齒輪利用隨機的齒輪在線檢測進行精度檢測,并打印出精度檢測報告。
3.將所磨的齒輪從數控磨齒機上拆下,送離線檢測的齒輪檢測機上進行精度,檢測并打印出精度檢測報告。
4.將齒輪在線檢測和齒輪離線檢測所打印出的兩份精度檢測報告進行比對。若兩份檢測報告有出入,應以齒輪離線檢測的報告為準,調整數控磨齒機的相關部位后再重磨齒輪,直至和齒輪離線檢測的檢測報告完全一致時為止。
5、在批量的磨齒中,雖不須每一件都進行齒輪離線檢測,但首件和末件以及每磨十件左右必須在齒輪離線檢測機上抽檢一次。一旦發生偏離,必須追溯檢查至上個合格齒輪時為止。
6、齒輪在線檢測的精度嚴重依賴機床的原始精度,原始精度的好壞將直接嚴重影響齒輪在線檢測的精度。
A、從新機床安裝算起,由機床生產廠家曾按有關標準含安裝精度(幾何精度)、工作精度在內,進行首次安裝和調試。這時機床的各項精度完全符合安裝標準要求,全部處于合格和達標狀態。
通常,齒輪在線檢測利用機床各個軸,極少單獨再設計軸,所以齒輪在線檢測的精度和機床的相關軸的精度直接相關。
不少企業從交付使用至今,已經過數年的使用,而在這期間從未復查過機床的安裝精度,可以斷言首次安裝的各種精度早已蕩然無存,這方面存在的問題已成為不少企業的通病。
經過數年的使用,機床的地基基礎早已壓實和穩定,就應盡早再次對機床的安裝精度進行全面逐項復檢,使機床的原始精度始終處于完好的達標狀態,這一工作,一定要引起足夠的重視,這也是機床保持原始精度的重要措施,也是在線檢測精度的保證,這一點非常重要。
B、數控磨齒機工作臺和立柱的幾何精度包括以下三個內容的精度必須處于完好的達標狀態:
①工作臺表面水平面的水平度
②.刀架立柱相對水平面的不垂直度
③.尾座頂尖立柱相對工作臺面的水平度的不垂直度。若以上的誤差超差將直接影響磨齒后的齒向精度。
C、磨齒工裝的精度不夠,磨齒工裝的外徑與齒輪內孔配合間隙過大,或工裝定位端面不垂直等因素造成的齒輪安裝誤差所引起的幾何偏心,也是不可忽視的重要因素之一,要引起足夠的重視。常見的偏心可分以下兩類:
①齒輪的幾何軸線與旋轉軸線有相互平行的偏心。
②齒輪的幾何軸線與旋轉軸線有不平行的偏心。造成不平行偏心的安裝誤差原因很多,磨齒機的上頂尖、下頂尖(工作臺頂尖)與工作臺旋轉軸線不重合而產生的偏心就屬于這類偏心。有不平行偏心時對齒輪的精度影響很大。
上頂尖偏心將直接造成齒圈徑向跳動、周節累積誤差、相鄰周節差、齒形誤差、公法線變動量超差。
下頂尖(工作臺頂尖)的偏心將直接造成齒向誤差超差。
D、數控磨齒機的工作臺面在工作中經常敲、打、磕、碰以及吊裝大型工裝時的撞擊,造成工作臺表面上有凸起的硬傷。是影響磨齒后精度超差不可忽視的重要原因之一。
E、齒輪在線檢測和齒輪的離線檢測還存在以下不同:
①齒輪在線檢測的溫度與齒輪離線檢測的溫度控制的條件不同。
②數控磨齒機工作中存在振動和微量振動,均會對齒輪精度檢測直接帶來影響
7.齒輪在線檢測中標準齒輪的作用
A、何為標準齒輪
僅在齒輪在線檢測測量時使用。凡采用標準壓力角、標準模數、標準齒高系數和標準齒根高系數且分度圓上齒厚與齒槽寬公稱值相等的齒輪稱為標準齒輪。標準齒輪的精度等級一般為3級。
B、標準齒輪的作用:可通過齒輪在線檢測的測頭檢測標準齒輪,可迅速準確使機床處于磨齒時的精度狀態。如25°壓力角,通過首次檢測可快速接近25°,再通過微量的調整,壓力角很快就調準到25°。如果沒有標準齒輪對壓力角的調整,只好采取磨一次檢一次,再磨一次再檢一次,有標準齒輪后,就可以擺脫多次反復磨削反復檢測、費工費時的繁瑣局面。
C、以標準齒輪作為標準,但不等于有了標準齒輪在線檢測的精度就等于標準狀態,因影響齒輪在線檢測精度的因素太多,齒輪在線檢測的精度嚴重依賴機床的原始精度。
D、有多少種壓力角就要有多少種壓力角的標準齒輪
E、國內很多廠家雖然都可以制造齒輪,但由于手段、工藝、檢測、資質等方面的限制,因此不具備加工標準齒輪的能力。
F、標準齒輪的使用與存放等同普通齒輪,因此標準齒輪不標準。在使用中起不到標準齒輪的作用。
①、每年應送有資質證書國家認可的檢測中心進行標準齒輪精度等級的年檢。
②、平時不用時,必須存放在溫度為(20±1)℃,24h恒溫的房間內存放。
8、在數控成型磨齒機上磨削的齒輪經在線檢測測量的結果,齒向、周節累積誤差、周節相鄰誤差全部合格,但在離線檢測測量的結果不合格。主要原因在于影響在線檢測精度的因素較多,加上又是自己檢自己。進一步證實齒輪在線檢測≠齒輪離線檢測。
五、結論與建議
1、齒輪在線檢測和齒輪離線檢測性能比較見下表所示
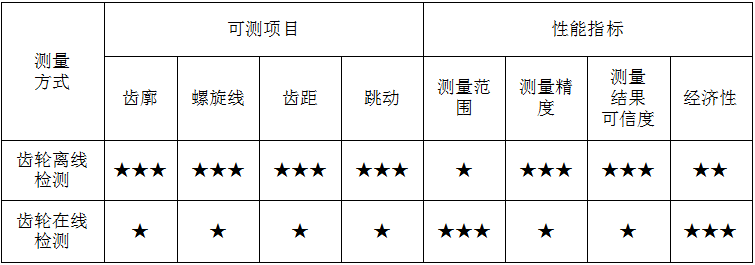
注:優 ★★★ 良 ★★ 一般 ★
2、齒輪在線檢測≠齒輪離線檢測
簡言之,齒輪在線檢測是磨齒中對質量的過程控制;齒輪離線檢測是齒輪出廠時的質量合格與否的唯一判據。
3、對于大型有實力的企業,購買美國格里森或德國克林根貝爾格檢測機而無可厚非。因為這是進步的表現,也是企業強化和健全質量保證體系提升質量的重要舉措。
4、建議
對于無力購置齒輪檢測機的企業,可在企業所在地就近的范圍內和有美國格里森和德國克林根貝爾格齒輪檢測機的企業聯手,做到資源共享。沒必要每個企業都必須買一臺,不但經濟上壓力大,同時由于工作量少“吃不飽”造成長期閑置和資源浪費。只要安排的好,一臺齒輪檢測機可以同時供幾個齒輪生產廠家外協檢測。這方面的工作也可請政府出面協調和落實。