北京南口軌道交通機械有限責任公司(以下簡稱“南機公司”)坐落在燕山腳下,這家由著名的鐵路工程師詹天佑先生于1906年創建的企業,現如今是中國北車機械傳動裝置集成系統、鐵路道岔集成系統、壓縮風源集成系統三個專業化研發生產基地,旗下有齒輪廠、風電廠、配件廠以及鑄造廠等多個分廠,分別承擔著機車車輛主機以及配件的生產制造和組裝。其中,以齒輪廠規模最大,無論從占地面積、人數還是產值方面來說都位居首要,近300人的員工隊伍每年創造約1.5億人民幣的產值,占到了公司整體產值的三分之一以上。
北京南口軌道交通機械有限責任公司齒輪廠副廠長譚建忠先生
齒輪廠產品種類繁多,除了給機車提供配套齒輪產品外,目前也承接部分風電和油田增速箱的加工,但其拳頭產品還是機車牽引齒輪的制造。機車牽引齒輪為大型高速重載齒輪,是電力機車、電傳動內燃機車及高速動車牽引傳動裝置中的重要零件,它傳遞牽引電動機所產生的扭矩,并承受來自線路的沖擊,負重大、工作條件惡劣。隨著鐵路向高速、重載發展,其所承受的負載不斷增大,“服役”條件愈發苛刻。為適應這種發展需求,齒輪質量和使用壽命的提升勢在必行,在這一過程中,加工裝備和加工工藝起到了決定性作用。
高端需求下的高端匹配
南機公司齒輪廠的核心產品——HXD2型大功率電力機車牽引齒輪,主要為和諧2號配套生產。HXD2型“和諧”電力機車是中國鐵路主力電力機車車型,由法國阿爾斯通交通運輸股份有限公司和中國北車集團大同電力機車有限責任公司聯合研制,是在阿爾斯通“Prima”機車技術平臺上,以法國國鐵BB 27000型電力機車為原型車,開發研制的干線貨運用、八軸大功率交流傳動電力機車,最大功率為10000千瓦,最高運行速度為120公里/小時。
HXD2型大功率電力機車牽引齒輪
按照合作的要求,北車旗下各配套公司于2007年開始投入正式生產,針對HXD2型大功率電力機車牽引齒輪制造難點的描述,齒輪廠副廠長譚建忠介紹說:“該齒輪產品的要求是高標準的,它具有生產精度高、加工難度大、檢測項目點多、生產工藝復雜的特點。當時我們的加工環境并不盡如人意,不僅是加工精度出現問題,甚至遇到了難以攻克的加工瓶頸。”
和諧2號屬于低速重載機車,齒輪設計外形復雜,很多曲線采用普通設備無法完成,“因此我們引進了一批進口的數控立式車床。但是問題也隨之出現了,這些立車配備的刀具不全,而刀具恰恰是決定產品加工成敗的關鍵因素。瓦爾特不僅針對加工難點為我們推薦了最合適的刀具,還幫助調整了很多加工參數,完成任務的同時讓加工更順暢,可以說是給我們解決了燃眉之急。”譚廠長回憶道。在他所接觸的國際刀具廠商中,瓦爾特給他留下的印象最為深刻,尤其是發揮了最大作用的盤銑刀、鉆頭和絲錐產品。

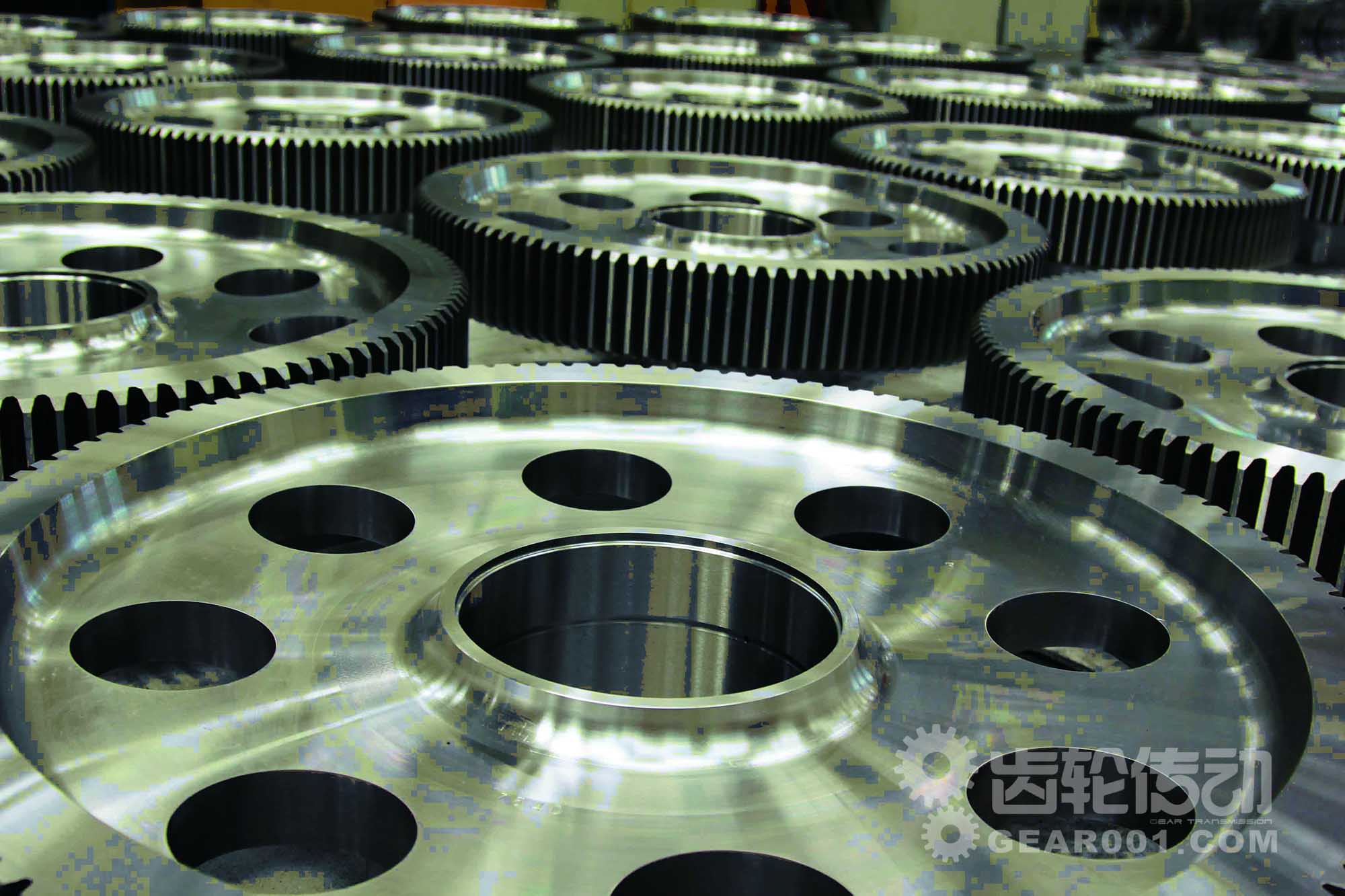
齒輪廠車間中擺放的各種齒輪產品
迄今為止,南機公司齒輪廠已經成為了和諧2號齒輪配套產品的主力供應商,年產主從動齒輪2500~3000對,而且產品還遠銷法國,成為了法國國鐵阿爾斯通的齒輪產品B級供應商,每月向其供應數十件齒輪。同時,七年過去了,齒輪廠仍在使用瓦爾特的這些產品,“不是在于刀具的產品功能其他廠商無法替代,而在于加工質量以及加工效果是其他刀具無法替代的。”
刀具解決加工瓶頸
雖然刀具成本占總成本的比例僅有5%,但卻制約著其余95%的加工成本,這句話事出有因。作為與被加工件直接接觸的產品,刀具的加工水平直接影響著被加工件的質量和加工效率,譚廠長對這一點深有體會。據他回憶說,當時在HXD2型齒輪上有一個需要加工的深孔,是一個直徑5mm、深度186mm的細長孔,“我們選用了很多廠家的鉆頭產品,但都無法解決問題,因為深度與直徑比太大,加工精度暫且不說,這一工序在當時就無法實現,根本沒有辦法進行下面的工作。”


應用瓦爾特鉆頭加工深孔
而且,位置的獨特性還只是齒輪廠在加工HXD2型齒輪過程中的一個難題,另外一個難題是齒輪材料的特殊性。對于低速重載的傳動齒輪,齒面受壓易產生塑性變形和磨損,且輪齒易折斷,所以應選用機械強度、硬度等綜合力學性能較好的材料。HXD2型齒輪的材料為18CrNiMo6,這種材質的特點是材質比較硬,齒輪芯部也比較硬,可達到布氏硬度(HB)370~450。
瓦爾特針對這一加工瓶頸提出的解決方案,很快幫助他們解決了問題,且該產品至今仍在延用。瓦爾特的這一高效鉆頭型號為B4015.F20.21,0.Z02.105R,刀片型號P6001-D21.83R WXP45,刀片采用橫刃設計,鉆尖及外側都經過磨削處理;刀片為鋒利的正型刀片,與整體硬質合金刃帶類似,通過新增的刃帶,使孔公差更小,表面質量更好,即使在功率較弱的機床上,也能通過輕快的柔性切削實現高金屬去除率。

瓦爾特銑刀具有整體競爭優勢
據譚廠長介紹,齒輪的加工工序細算起來一共有二十多道,主要工序有毛坯件的粗車、時效、精車、制齒、滲碳、淬火、磨削等。在與瓦爾特的合作初期,使用其鉆頭加工往往是在淬火以后這道工序,因為淬火會導致工件微量變形,對于有嚴格形位公差要求的孔,是必須在淬火以后進行鉆削的。這對瓦爾特的鉆頭來說是一個極大的考驗。當然,隨著淬火工藝的改進,南機公司齒輪廠逐步掌握了淬火的變形量,而且對這個深孔的作用進行了進一步了解,“我們發現有些對于位置度要求不高的地方是允許擴大公差的。”譚廠長補充說,“因此,現在瓦爾特的鉆頭都被用于滲碳工序后,淬火工序前,這樣可以更加高效地使用瓦爾特鉆頭,實現效益最大化。”
金屬加工,刀具先行。南機公司齒輪廠的加工實例,充分體現了刀具在高難度加工中的重要性。尤其是對于加工尺寸嚴苛以及難加工材料方面,高效刀具所發揮的作用是不可取代的,而在這些方面,瓦爾特刀具公司的技術和產品實力表露無疑。
信任的延伸
南機公司齒輪廠在刀具的選擇方面有嚴格的考核標準,用譚廠長的話說就是貨比三家,“其實在選購刀具的時候,價格并不是我們主要考慮的因素,我們主要看刀具的使用壽命和切削效果。對于刀具產品,我們也有試用期,在試用期內要對所使用的刀具進行統計,比如同類產品單位時間內的產量等等。”選擇瓦爾特也是經過這樣的嚴格考量。
在瓦爾特幫助齒輪廠解決了加工瓶頸問題之后,齒輪廠又采購了瓦爾特的部分車刀和銑刀產品,“這是出于我們對瓦爾特公司的信任,不僅是因為其出色的產品,還因為他們對我們加工的理解,能夠針對具體應用給出最佳解決方案,找到適合我們的產品。”譚廠長對于瓦爾特的技術服務能力也給予了肯定。正是出于這樣的信任,齒輪廠又先后購買了瓦爾特的銑刀和盤銑刀,單個銑刀主要用于齒輪齒頂的加工,盤銑刀主要用于大型箱體類工件的加工中。“盤銑刀主要安置于數控龍門加工中心,用于大型閥體的平面銑削,該產品也是我們認為瓦爾特相比較其他同類刀具產品具有較強競爭優勢的地方。耐用,而且加工精度和光潔度都很好,雖然初期購買價格相比起來昂貴一些,但是就整體成本、長遠考慮仍是物超所值。”譚廠長很明確的指出,現在只要車間對鉆頭和盤銑刀有需求,首先想到的就是瓦爾特。
“多年來,瓦爾特與南機公司齒輪廠始終保持著密切的聯系,不僅是在產品使用上,還有加工工藝的不斷優化。目前,瓦爾特最新的刀片產品TNMG160408-MP3 WPP20S和WNMG100616-RP5 WPP30S就在齒輪廠的車間中‘服役’著。我們合作所產生的積極效果,已遠高于加工之上。”瓦爾特產品經理張士廣先生表示說。

南機公司于1906年由詹天佑先生創建
目前,南機公司齒輪廠由于產品工藝手段先進,已經成為我國最大功率電力機車系列配套牽引齒輪產品中,迄今為止唯一沒有出現批量質量問題的最穩定成熟的供應商。“北車的機車配套齒輪有50%都要在我們這里加工生產,也就是說幾乎每臺機車上都有我們的齒輪產品。”譚廠長自豪的說道,“這種成績絕對離不開高端裝備的支持,尤其是像瓦爾特這樣的優秀刀具供應商的支持。”
現在,齒輪廠還在著手為即將要發布的城際1型高速動車做齒輪配套產品,城際1型的運行速度是250公里/小時,“這個項目要實現純國產化,鑒于我們之前的杰出表現,這條線上的齒輪箱都將由南機公司負責提供。”譚廠長介紹說,不久后齒輪廠還將承擔城際5型(運行時速300公里/小時)高速動車中齒輪的加工任務。因為與和諧號的驅動方式不同,所以城際高速列車將使用到更多的齒輪產品,而且對齒輪的精度、級別要求都要更高,譚廠長表示:“隨著加工任務要求的提升,未來我們還將有部分高難度加工需要依托高端的刀具廠商的使用經驗來解決。如果有難加工材料或者加工位置特殊的深孔,我們首先想到的還是瓦爾特。”
瓦爾特大中華區產品經理張士廣先生