鐵路工業是切削刀具的主要消費領域之一,伊斯卡公司正在加強其作為這一重要領域復雜項目供應商的作用,以滿足設定解決方案的需求,提高生產效率,縮短加工時間,降低成本——實現這些目標需要提供各種標準的和量身定制的解決方案。加工鐵路工業零件對制造商和刀具供應商來說都是一個挑戰,他們必須面對很多制約因素:例如較大尺寸的工件,復雜的結構及最終加工輪廓;同時需要去除大量的材料,確保可預期的刀具壽命,并避免高昂的維護成本。
為每一作業選配適合的刀具和刀片時,需要考慮許多因素:例如要加工的材料類型、工件的狀態、相關機床及其狀態和功率特性,以及夾具等。最理想的刀具開發的核心要素就是創建一個虛擬的加工環境,模擬加工工藝和切削參數,確保生產的刀具能夠克服材料和生產的制約,并為鐵路零件制造商們的特定需求提供最佳解決方案。
舉例來說,考慮如何使新刀具和加工工藝適用于加工轉向架部件和轉轍器是很有用的。在鐵路工業,轉向架主要用于三大類型鐵路:城市交通軌道、客運鐵路和貨運鐵路。轉轍器是最常用鐵路零件之一,在渡線、菱形交叉和三開道岔處都會配備典型的轉轍器。
旋轉刀具
鐵路零件加工的許多操作都要用到旋轉刀具,尤其是進行銑削和鉆削加工。在銑削中,由于需大量去除材料,所以需要用到可轉位錐形玉米銑刀用于仿形加工。采用立裝刀片的銑刀具有更大的可能性提高其強度,并確保能排布更多刀片進而提高生產效率。在許多案例中,銑削鐵路零件需要用到高可達性具有不同懸伸的刀具。模塊式套式玉米銑刀的設計結構提供了一種靈活又經濟的解決方案,可用于替代整體式大規格玉米銑刀。
T490——模塊化解決方案
套式玉米銑刀
基體模塊和加長模塊的組合確保能提供不同切削長度的套式玉米銑刀。模塊式玉米銑刀組合的另一個優勢是提高了對操作的掌控性。由于玉米銑刀的端面刀片列于銑刀前端面,不僅要進行側銑,還要進行面銑,所以與其他刀片相比,它們的載荷更大,磨損也更嚴重。在一體式銑刀中,端面刀片的突然破損會對刀體造成嚴重損壞,甚至無法繼續作業。在模塊化組件中,每一損壞的模塊都是可以單獨更換的,從而實現高效操作并延長了刀具壽命。(圖1)
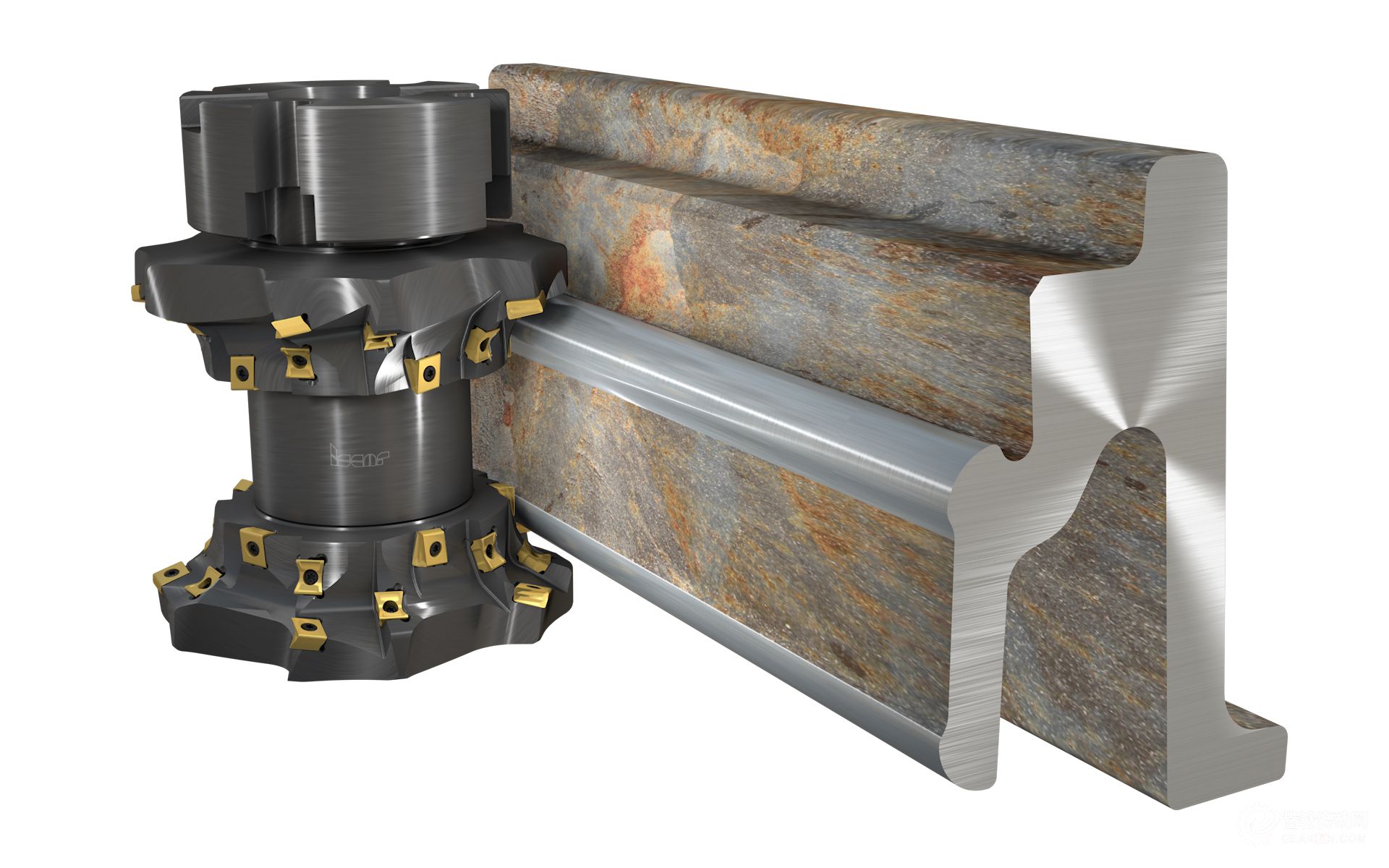
圖1
所有新型刀具均采用內冷卻通孔設計,從而延長刀具壽命,并改善槽銑、深方肩銑等棘手加工領域的排屑。這對立裝夾持刀具尤為有價值,因為采用特制仿形玉米銑刀確保能縮短加工周期。
在一些案例中,轉轍器的輪廓僅需一次進刀即可完成;在另一些案例中,有必要將加工劃分成多次進刀才能獲得具有正確尺寸的準確形狀和直徑。
面銑刀
以新推出的T890系列作為粗銑加工和半精銑加工面銑刀的代表,它配備了帶8個切削刃的立裝夾緊刀片,可用于轉轍器和轉向架殼體的面銑和方肩銑加工。該刀片具有不同幾何形狀,適用于切削各種工程材料。(圖2)

圖2
大進給加工銑刀FFQ4
這是一款新型大進給銑刀,夾持帶4個切削刃的單面方刀片,在低功率機床或大懸伸的加工應用時,可降低切削力。刀具有不同的設計配置:40至100毫米直徑的套式銑刀,和較小直徑的立銑刀及銑刀頭。刀具適用于粗加工,應用于加工平面、型腔和凹槽, 還能以直線進刀或螺旋線進刀的方式進行坡走銑加工。
鉆削
傳統的橋式設備有時需采用大懸伸加工,并且鉆頭通常需要在剛性降低的條件下進行鉆削作業。新型束魔變色龍鉆(SUMOCHAM)由可換式刀頭、圓柱柄和內冷卻通孔組成,可實現大進給鉆孔加工、高精度和良好的表面光潔度(圖3)。可交換的ICP型刀頭推薦用于碳鋼和合金鋼(ISO P材料組)加工,通常用于加工鐵路零件,在生產轉向架的鉆孔加工中已獲得好評。使用組合鉆頭,僅需一把刀具就能完成鉆孔和倒角兩種操作。伊斯卡公司還為該類鉆頭設計了不同的直徑、切削深度和懸伸,增加了其切削適用范圍,不僅縮短了加工周期,還減少了相關工序使用鉆頭的數量。(圖4)

圖3
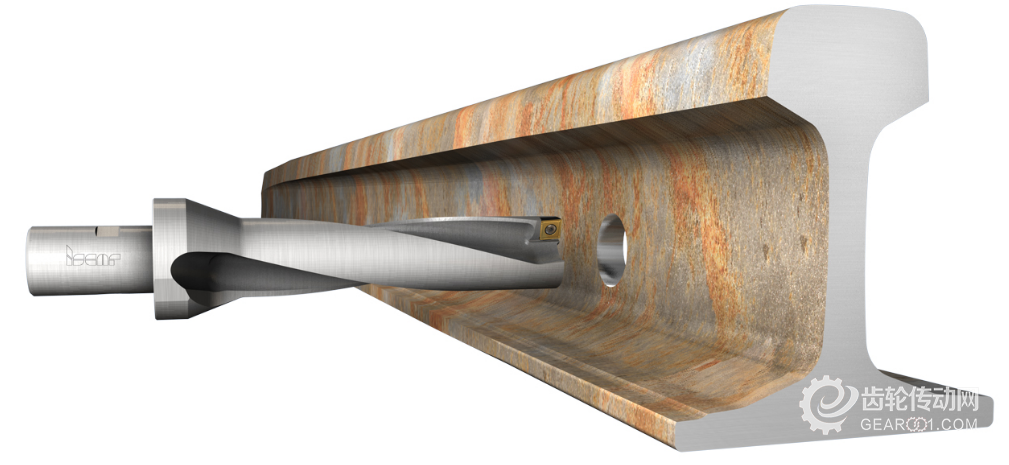
圖4
鐵路工業是特制鉆頭的龐大消費群體。在許多案例中,使用特制鉆頭可確保最大限度地減少刀具懸伸,提高鉆桿的耐用性,同時實現一刀多用。伊斯卡公司為該領域提供了各種特制的鉆頭解決方案,特別是用于軌道和轉轍器之間的連接,從而顯著降低了加工成本。鐵路部門的特殊性質和需求從很多方面制約著刀具的研發。伊斯卡公司對此作出了相應的反應,為重型加工應用設計了創新、高效且可靠的解決方案,這些解決方案已被制造商們積極采用,以改進其工藝。(圖5)

為每一作業選配適合的刀具和刀片時,需要考慮許多因素:例如要加工的材料類型、工件的狀態、相關機床及其狀態和功率特性,以及夾具等。最理想的刀具開發的核心要素就是創建一個虛擬的加工環境,模擬加工工藝和切削參數,確保生產的刀具能夠克服材料和生產的制約,并為鐵路零件制造商們的特定需求提供最佳解決方案。
舉例來說,考慮如何使新刀具和加工工藝適用于加工轉向架部件和轉轍器是很有用的。在鐵路工業,轉向架主要用于三大類型鐵路:城市交通軌道、客運鐵路和貨運鐵路。轉轍器是最常用鐵路零件之一,在渡線、菱形交叉和三開道岔處都會配備典型的轉轍器。
旋轉刀具
鐵路零件加工的許多操作都要用到旋轉刀具,尤其是進行銑削和鉆削加工。在銑削中,由于需大量去除材料,所以需要用到可轉位錐形玉米銑刀用于仿形加工。采用立裝刀片的銑刀具有更大的可能性提高其強度,并確保能排布更多刀片進而提高生產效率。在許多案例中,銑削鐵路零件需要用到高可達性具有不同懸伸的刀具。模塊式套式玉米銑刀的設計結構提供了一種靈活又經濟的解決方案,可用于替代整體式大規格玉米銑刀。
T490——模塊化解決方案
套式玉米銑刀
基體模塊和加長模塊的組合確保能提供不同切削長度的套式玉米銑刀。模塊式玉米銑刀組合的另一個優勢是提高了對操作的掌控性。由于玉米銑刀的端面刀片列于銑刀前端面,不僅要進行側銑,還要進行面銑,所以與其他刀片相比,它們的載荷更大,磨損也更嚴重。在一體式銑刀中,端面刀片的突然破損會對刀體造成嚴重損壞,甚至無法繼續作業。在模塊化組件中,每一損壞的模塊都是可以單獨更換的,從而實現高效操作并延長了刀具壽命。(圖1)
圖1
所有新型刀具均采用內冷卻通孔設計,從而延長刀具壽命,并改善槽銑、深方肩銑等棘手加工領域的排屑。這對立裝夾持刀具尤為有價值,因為采用特制仿形玉米銑刀確保能縮短加工周期。
在一些案例中,轉轍器的輪廓僅需一次進刀即可完成;在另一些案例中,有必要將加工劃分成多次進刀才能獲得具有正確尺寸的準確形狀和直徑。
面銑刀
以新推出的T890系列作為粗銑加工和半精銑加工面銑刀的代表,它配備了帶8個切削刃的立裝夾緊刀片,可用于轉轍器和轉向架殼體的面銑和方肩銑加工。該刀片具有不同幾何形狀,適用于切削各種工程材料。(圖2)
圖2
大進給加工銑刀FFQ4
這是一款新型大進給銑刀,夾持帶4個切削刃的單面方刀片,在低功率機床或大懸伸的加工應用時,可降低切削力。刀具有不同的設計配置:40至100毫米直徑的套式銑刀,和較小直徑的立銑刀及銑刀頭。刀具適用于粗加工,應用于加工平面、型腔和凹槽, 還能以直線進刀或螺旋線進刀的方式進行坡走銑加工。
鉆削
傳統的橋式設備有時需采用大懸伸加工,并且鉆頭通常需要在剛性降低的條件下進行鉆削作業。新型束魔變色龍鉆(SUMOCHAM)由可換式刀頭、圓柱柄和內冷卻通孔組成,可實現大進給鉆孔加工、高精度和良好的表面光潔度(圖3)。可交換的ICP型刀頭推薦用于碳鋼和合金鋼(ISO P材料組)加工,通常用于加工鐵路零件,在生產轉向架的鉆孔加工中已獲得好評。使用組合鉆頭,僅需一把刀具就能完成鉆孔和倒角兩種操作。伊斯卡公司還為該類鉆頭設計了不同的直徑、切削深度和懸伸,增加了其切削適用范圍,不僅縮短了加工周期,還減少了相關工序使用鉆頭的數量。(圖4)
圖3
圖4
鐵路工業是特制鉆頭的龐大消費群體。在許多案例中,使用特制鉆頭可確保最大限度地減少刀具懸伸,提高鉆桿的耐用性,同時實現一刀多用。伊斯卡公司為該領域提供了各種特制的鉆頭解決方案,特別是用于軌道和轉轍器之間的連接,從而顯著降低了加工成本。鐵路部門的特殊性質和需求從很多方面制約著刀具的研發。伊斯卡公司對此作出了相應的反應,為重型加工應用設計了創新、高效且可靠的解決方案,這些解決方案已被制造商們積極采用,以改進其工藝。(圖5)