汽車(chē)行業(yè)的技術(shù)和經(jīng)濟(jì)競(jìng)爭(zhēng)驅(qū)動(dòng)了生產(chǎn)技術(shù)的變革,甚至車(chē)削這樣的傳統(tǒng)工藝也面臨轉(zhuǎn)型。原因:許多部件的幾何形狀越來(lái)越復(fù)雜,對(duì)表面質(zhì)量的要求也越來(lái)越高。但同時(shí),生產(chǎn)成本必須不斷降低。如何才能達(dá)到這些要求?德國(guó)刀具專(zhuān)業(yè)制造商 Vandurit 正在申請(qǐng)專(zhuān)利的 rollFEED® Turning 工藝對(duì)這個(gè)問(wèn)題提供了非同尋常的答案。這種工藝專(zhuān)用于所有卡盤(pán)直徑不超過(guò) 500 mm 的埃馬克立式車(chē)床,并為車(chē)削過(guò)程添加了第三個(gè)軸——也可以通過(guò)改裝方式實(shí)現(xiàn)。rollFEED® Turning 可顯著縮短節(jié)拍時(shí)間、降低刀具成本,并且即使在切削深度更大時(shí)也能達(dá)到更高的表面質(zhì)量。只需一把刀具,即使是復(fù)雜的部件幾何形狀,也能通過(guò)刀具的整體運(yùn)動(dòng)完成加工。在高要求部件的車(chē)削加工方面由于巨大的性能飛躍使客戶受益無(wú)窮。
金屬加工的高度復(fù)雜性往往是耗時(shí)長(zhǎng)和成本高的代名詞:例如,表面要求較高的球接頭、換擋套管、齒輪、軸承環(huán)和軸常需要多個(gè)加工步驟,才能達(dá)到所需的幾何形狀,這意味著需要耗費(fèi)大量的時(shí)間和金錢(qián)。因此,生產(chǎn)規(guī)劃人員總是在尋求一種方法:能否將不同的進(jìn)程步驟整合到一個(gè)整體式流程中?這就是開(kāi)發(fā)“rollFEED® Turning 技術(shù)的初衷”,總部設(shè)在勒沃庫(kù)森的 Vandurit 總經(jīng)理 Maurice van den Hoonaard 解釋說(shuō)。“我們的一個(gè)客戶希望優(yōu)化一個(gè)需要加工三個(gè)連接部分的復(fù)雜工件。迄今為止使用的流程需要多種車(chē)刀,流程極為復(fù)雜和冗長(zhǎng)。我們仔細(xì)研究了整個(gè)過(guò)程,開(kāi)發(fā)出一種全新的方法。這里,通過(guò)在傳統(tǒng)車(chē)削加入第三個(gè)軸——從而使刀片能夠在切削加工過(guò)程中移動(dòng)。現(xiàn)在,由半徑段組成的造型特殊的 rollFEED® 刀片可相繼運(yùn)行經(jīng)過(guò)部件的不同側(cè)面。”決定性的技術(shù)基礎(chǔ)是通過(guò)在車(chē)削中心上加裝rollFEED單元,此單元可直接作為動(dòng)力刀具安裝在刀塔或刀具滑板上——也可通過(guò)改裝方式實(shí)現(xiàn)。該機(jī)組充當(dāng)?shù)谌齻€(gè)軸,刀具借助該單元在車(chē)削期間回轉(zhuǎn)。由此產(chǎn)生的中心偏移度可以通過(guò)機(jī)床現(xiàn)有的 X 軸和 Z 軸進(jìn)行補(bǔ)償。此外,造型特殊的 rollFEED® 刀片同樣重要。它們?cè)谌S運(yùn)動(dòng)期間在工件表面上滾動(dòng)。在一定程度上,刀刃切入點(diǎn)在刀具刀刃上移動(dòng)。“由于均勻或可變的大工作半徑段,可以使用更高的進(jìn)給進(jìn)行加工,而且可實(shí)現(xiàn)轉(zhuǎn)角處的高精度表面質(zhì)量。從那里,將繼續(xù)進(jìn)行相鄰側(cè)面的加工”,van den Hoonaard 解釋說(shuō)。
在埃馬克機(jī)床上獨(dú)家銷(xiāo)售
由于該技術(shù)僅在埃馬克車(chē)床上獨(dú)享,這使得埃馬克和 Vandurit 之間有了新的合作可能。埃馬克的工程師將該工藝推向全球市場(chǎng)。這項(xiàng)合作是如何達(dá)成的?“我們堅(jiān)信,這一工藝能為加工行業(yè)的許多客戶開(kāi)發(fā)新的潛力——特別是當(dāng)他們想要實(shí)現(xiàn)復(fù)雜部件的高表面質(zhì)量或顯著減少車(chē)削的節(jié)拍時(shí)間時(shí)”,埃馬克定義刀刃技術(shù)主管 Philipp Ruckwied 解釋說(shuō)。“此外,我們的倒立式機(jī)床通常設(shè)計(jì)為在整體式流程內(nèi)對(duì)復(fù)雜部件進(jìn)行加工。在一次裝夾操作中相繼執(zhí)行各種加工步驟。埃馬克和 Vandurit 的理念完美匹配。”
最終,埃馬克用戶將受益于巨大的性能飛躍:無(wú)間斷的 rollFEED® 工藝與使用不同刀具的多工件車(chē)削加工相比,速度可提高達(dá) 90%。此外,僅需一種類(lèi)型的刀片即可對(duì)三個(gè)工件側(cè)進(jìn)行完整加工。由此可減少生產(chǎn)中使用的刀具種類(lèi)數(shù)量,并省去頻繁換刀——可真正節(jié)省成本。“此外,該工藝技術(shù)能達(dá)到極高的表面質(zhì)量,幾乎與無(wú)紋路刮削或磨削相媲美”,Ruckwied 補(bǔ)充說(shuō)。“我們已經(jīng)在一些最初的試點(diǎn)項(xiàng)目中成功驗(yàn)證了這一點(diǎn)。我們將該工藝應(yīng)用到埃馬克的 VSC 和 VTC 機(jī)床上,用于軸頸、球籠、球軸承環(huán)、齒輪和接合套的硬加工——這些正是之前提到的復(fù)雜部件。其加工時(shí)間顯著縮短,表面光潔度極高。”目前,Vandurit 和埃馬克已經(jīng)開(kāi)始進(jìn)一步研發(fā)。專(zhuān)家們已進(jìn)入“第二擴(kuò)建階段”:在不久的將來(lái),該工藝也可應(yīng)用于埃馬克倒立式車(chē)床上的軟加工。
巨大的市場(chǎng)潛力
雙方合作伙伴都看到的是這一工藝的巨大市場(chǎng)潛力,因?yàn)?rollFEED® Turning 適用于所有相關(guān)材料,并可通過(guò) CAD/CAM 系統(tǒng)自由編程。隨后,可產(chǎn)生各種不同輪廓,如端面、柱面、斜面以及內(nèi)圓和外圓加工時(shí)的凸面或凹面。“復(fù)雜部件的制造速度極快、精度極高并且無(wú)需換刀。”埃馬克的 Philipp Ruckwie 總結(jié)說(shuō)。“從現(xiàn)有的埃馬克車(chē)床中,客戶即可受益。使用 rollFEED® 單元可簡(jiǎn)單快捷地完成升級(jí)。這是其贏得市場(chǎng)最好和最簡(jiǎn)單的前提條件。”
圖:F764
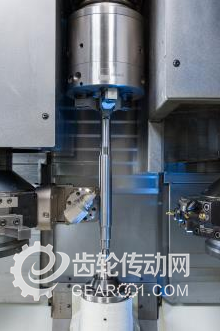
使用 rollFEED® Turning:無(wú)間斷的進(jìn)程與使用不同刀具的復(fù)雜車(chē)削加工相比,速度可提高達(dá) 90%。
圖:rollFEED inserts group

在 3 軸運(yùn)動(dòng)過(guò)程中,造型特殊的可轉(zhuǎn)位刀片在工件表面滾動(dòng)。
圖:13-球頭.jpg / 15-軸承環(huán)

此工藝進(jìn)程可自由編程。可產(chǎn)生各種復(fù)雜輪廓,如端面、柱面、斜面以及凸面或凹面。
圖:rollFEED 系統(tǒng)組

在埃馬克機(jī)床上擴(kuò)展加裝 rollFEED® 單元便可以使用這種工藝,單元可直接作為動(dòng)力刀具安裝在刀塔上。
金屬加工的高度復(fù)雜性往往是耗時(shí)長(zhǎng)和成本高的代名詞:例如,表面要求較高的球接頭、換擋套管、齒輪、軸承環(huán)和軸常需要多個(gè)加工步驟,才能達(dá)到所需的幾何形狀,這意味著需要耗費(fèi)大量的時(shí)間和金錢(qián)。因此,生產(chǎn)規(guī)劃人員總是在尋求一種方法:能否將不同的進(jìn)程步驟整合到一個(gè)整體式流程中?這就是開(kāi)發(fā)“rollFEED® Turning 技術(shù)的初衷”,總部設(shè)在勒沃庫(kù)森的 Vandurit 總經(jīng)理 Maurice van den Hoonaard 解釋說(shuō)。“我們的一個(gè)客戶希望優(yōu)化一個(gè)需要加工三個(gè)連接部分的復(fù)雜工件。迄今為止使用的流程需要多種車(chē)刀,流程極為復(fù)雜和冗長(zhǎng)。我們仔細(xì)研究了整個(gè)過(guò)程,開(kāi)發(fā)出一種全新的方法。這里,通過(guò)在傳統(tǒng)車(chē)削加入第三個(gè)軸——從而使刀片能夠在切削加工過(guò)程中移動(dòng)。現(xiàn)在,由半徑段組成的造型特殊的 rollFEED® 刀片可相繼運(yùn)行經(jīng)過(guò)部件的不同側(cè)面。”決定性的技術(shù)基礎(chǔ)是通過(guò)在車(chē)削中心上加裝rollFEED單元,此單元可直接作為動(dòng)力刀具安裝在刀塔或刀具滑板上——也可通過(guò)改裝方式實(shí)現(xiàn)。該機(jī)組充當(dāng)?shù)谌齻€(gè)軸,刀具借助該單元在車(chē)削期間回轉(zhuǎn)。由此產(chǎn)生的中心偏移度可以通過(guò)機(jī)床現(xiàn)有的 X 軸和 Z 軸進(jìn)行補(bǔ)償。此外,造型特殊的 rollFEED® 刀片同樣重要。它們?cè)谌S運(yùn)動(dòng)期間在工件表面上滾動(dòng)。在一定程度上,刀刃切入點(diǎn)在刀具刀刃上移動(dòng)。“由于均勻或可變的大工作半徑段,可以使用更高的進(jìn)給進(jìn)行加工,而且可實(shí)現(xiàn)轉(zhuǎn)角處的高精度表面質(zhì)量。從那里,將繼續(xù)進(jìn)行相鄰側(cè)面的加工”,van den Hoonaard 解釋說(shuō)。
在埃馬克機(jī)床上獨(dú)家銷(xiāo)售
由于該技術(shù)僅在埃馬克車(chē)床上獨(dú)享,這使得埃馬克和 Vandurit 之間有了新的合作可能。埃馬克的工程師將該工藝推向全球市場(chǎng)。這項(xiàng)合作是如何達(dá)成的?“我們堅(jiān)信,這一工藝能為加工行業(yè)的許多客戶開(kāi)發(fā)新的潛力——特別是當(dāng)他們想要實(shí)現(xiàn)復(fù)雜部件的高表面質(zhì)量或顯著減少車(chē)削的節(jié)拍時(shí)間時(shí)”,埃馬克定義刀刃技術(shù)主管 Philipp Ruckwied 解釋說(shuō)。“此外,我們的倒立式機(jī)床通常設(shè)計(jì)為在整體式流程內(nèi)對(duì)復(fù)雜部件進(jìn)行加工。在一次裝夾操作中相繼執(zhí)行各種加工步驟。埃馬克和 Vandurit 的理念完美匹配。”
最終,埃馬克用戶將受益于巨大的性能飛躍:無(wú)間斷的 rollFEED® 工藝與使用不同刀具的多工件車(chē)削加工相比,速度可提高達(dá) 90%。此外,僅需一種類(lèi)型的刀片即可對(duì)三個(gè)工件側(cè)進(jìn)行完整加工。由此可減少生產(chǎn)中使用的刀具種類(lèi)數(shù)量,并省去頻繁換刀——可真正節(jié)省成本。“此外,該工藝技術(shù)能達(dá)到極高的表面質(zhì)量,幾乎與無(wú)紋路刮削或磨削相媲美”,Ruckwied 補(bǔ)充說(shuō)。“我們已經(jīng)在一些最初的試點(diǎn)項(xiàng)目中成功驗(yàn)證了這一點(diǎn)。我們將該工藝應(yīng)用到埃馬克的 VSC 和 VTC 機(jī)床上,用于軸頸、球籠、球軸承環(huán)、齒輪和接合套的硬加工——這些正是之前提到的復(fù)雜部件。其加工時(shí)間顯著縮短,表面光潔度極高。”目前,Vandurit 和埃馬克已經(jīng)開(kāi)始進(jìn)一步研發(fā)。專(zhuān)家們已進(jìn)入“第二擴(kuò)建階段”:在不久的將來(lái),該工藝也可應(yīng)用于埃馬克倒立式車(chē)床上的軟加工。
巨大的市場(chǎng)潛力
雙方合作伙伴都看到的是這一工藝的巨大市場(chǎng)潛力,因?yàn)?rollFEED® Turning 適用于所有相關(guān)材料,并可通過(guò) CAD/CAM 系統(tǒng)自由編程。隨后,可產(chǎn)生各種不同輪廓,如端面、柱面、斜面以及內(nèi)圓和外圓加工時(shí)的凸面或凹面。“復(fù)雜部件的制造速度極快、精度極高并且無(wú)需換刀。”埃馬克的 Philipp Ruckwie 總結(jié)說(shuō)。“從現(xiàn)有的埃馬克車(chē)床中,客戶即可受益。使用 rollFEED® 單元可簡(jiǎn)單快捷地完成升級(jí)。這是其贏得市場(chǎng)最好和最簡(jiǎn)單的前提條件。”
圖:F764
使用 rollFEED® Turning:無(wú)間斷的進(jìn)程與使用不同刀具的復(fù)雜車(chē)削加工相比,速度可提高達(dá) 90%。
圖:rollFEED inserts group
圖:13-球頭.jpg / 15-軸承環(huán)
此工藝進(jìn)程可自由編程。可產(chǎn)生各種復(fù)雜輪廓,如端面、柱面、斜面以及凸面或凹面。
圖:rollFEED 系統(tǒng)組
在埃馬克機(jī)床上擴(kuò)展加裝 rollFEED® 單元便可以使用這種工藝,單元可直接作為動(dòng)力刀具安裝在刀塔上。