鐵路行業零件的高效加工
Efficientmachiningcomponentsfortherailwayindustry
山特維克可樂滿:ChristerRicht
鐵路正越來越被視為未來的主要運輸方式,尤其是對中短途旅行而言。其部分原因在于環境保護,但也與高速列車的蓬勃發展有關。包括中國在內的多個國家擬在建數萬公里的高速鐵路和普通鐵路。
鐵軌及鐵道車輛涉及到的零件異常繁多,而這種擴張則要求具備更高的效率才能滿足相關零件制造行業的各種需求。滿足合同要求的競爭力也是提高生產績效的主要動因——而這大多可以通過最佳的加工方法予以實現。
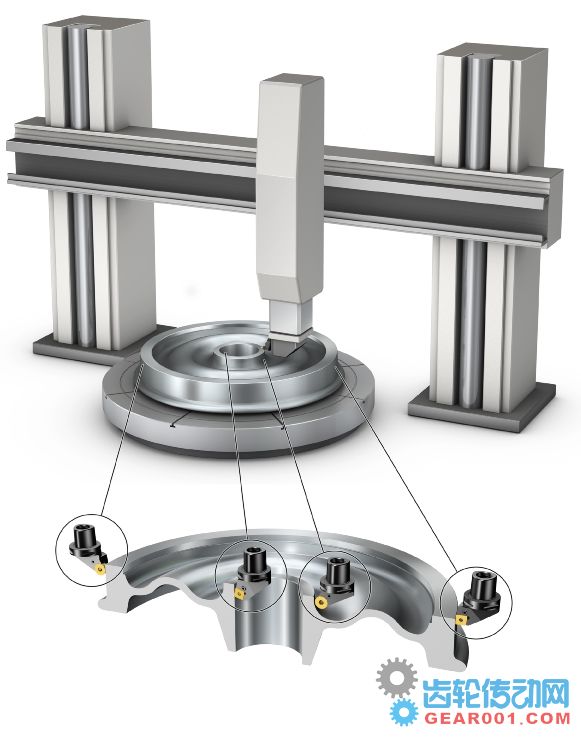
鐵道車輛用車輪
從機床或切削刀具的角度來看,鐵道車輛用車輪屬于加工密集型產品,并且同樣也是應用開發的目標。鐵路車輪重車涉及加工特種機械,需要經常保養維修。其中刀具選擇與具體應用取決于待車削車輪的類型與車輪主要部分的情況。正如所有加工一樣,機床功率對切削參數尤其會產生一些影響,而最大化切削深度可以縮短整體的切削時間。如果機床功率足夠,車輪輪廓就能夠通過一次走刀車削成型。否則,就必須分階段加工才能獲得所需的車輪輪廓和尺寸。尤其是所加工的車輪受摩擦力驅動時,如同許多不落輪機床一樣,車輪安置于鐵路車輛上,因此可能需要多個階段才能完成加工。根據加工類型和機床情況,具體應用的方法可以有很多種。
切屑控制應優先考慮,特別是在不落輪機床中空間受限時,為保持高生產效率以及避免車輪與刀具的潛在損壞風險,就更應如此。出于這個原因,切屑控制、刃線強度及平穩切削因素都應并入可轉位刀片槽形的開發之中。為了獲得理想的性能和更高的生產效率,刀片槽形與材質組合至關重要。
刀片固定在刀盒中,然后再安裝到用于車輪重車的刀柄上,并且刀片往往保持切向進行切削。菱形CNMX刀片有左手型和右手型可供選擇,適合合金鋼的法蘭仿形切削工序。在合理應用的情況下,這些刀具可加工出很高的車輪圓度,并且在整個切削過程中,切屑控制良好。斷屑性能取決于車輪材料質量、刀片主偏角以及所應用的切削速度。建議采用最佳的速度與進給組合,并沿著車輪輪廓的某個部分進行切削。
最近開發的19mm規格刀片定位于精加工工序,具有多種適合鋼加工甚至部分淬硬材料加工的刀片材質可供選擇。此類刀片安裝在右手型或左手型刀盒中,所配備的刀墊不僅可保護刀柄和刀片座,而且有助于切削期間的熱傳遞。其中刀盒通過極為可靠的常用鎖緊機構牢牢固定到位。
對于這些工序,采用新一代硬質合金材質能夠大幅提升性能和生產效率。各種材質的開發工作正在穩步進行中,以求為客戶提供持續的改進。目前車輪磨損大多表現為一定程度的后刀面擦傷、后刀面涂層剝離或熱裂紋,對于此類車輪,可采用通用刀片材質GC4215進行切削。如果車輪損傷較重,并且采用低速機床,那么就要求切削刃非常堅韌,此時可采用材質GC4225進行切削。如果車輪輪廓磨損并不嚴重,為了縮短加工時間,可采用材質GC3015并在應用更高的切削參數時進行切削;而對于損傷嚴重的車輪,則可使用材質SH在低切削速度下進行切削。
此外,對于制造新的鐵路車輪,也有可供選擇的解決方案。非標刀具解決方案充分利用了車輪設計、機床類型及切削工況。這些解決方案的大多數刀具元件均基于標準概念,但可以設計成可優化現有應用的各種組合。這些解決方案基于最靈活且最具剛性的模塊化刀具夾緊系統可樂滿Capto。該系統正在納入制造高速鐵路車輪的新機床生產線。
銑削殼體
在鐵路行業內,涉及驅動與制動產品鑄鐵殼體的高精度精加工應用往往會導致切削期間零件不穩定,并且容易造成生產問題。以下為某公司的一個案例,該公司盡管采用了最先進的新式機床,但仍不能彌補不合適切削刀具的不足之處。工件不穩定和夾緊不牢固意味著切削力過大就會導致振動,這樣就很難以達到嚴格的公差范圍。
正如所有現代產品一樣,減輕重量會影響到設計,而這也適用于鐵路驅動裝置之類的產品。就鑄鐵殼體而言,這會影響到生產期間的加工穩定性,因為殼壁較薄,而在結構上又要優先考慮其功能。
在這種情況下,該公司甚至對機床進行了改造,以提供更高的穩定性,并使其具有5-20件殼體批次所需的高生產能力與靈活性。但是,粗加工過的表面上過深的波痕會影響后續的精加工工序,通常需要多達6次不同的走刀才能獲得某些尺寸所要求的0.05mm以內的小公差。該公司不得不將一些零件面精銑到0.02mm以內,以使某些殼體尺寸處于公差范圍之內。其表面光潔度要求為Ra3.2微米。由于在殼體生產中存在嚴重的時間/質量問題,因此機加工車間急需適合在高性能機床上精密加工不穩定殼體的現代切削刀具。
最終,該公司通過與山特維克可樂滿的專家密切協作,共同推出了新的非傳統解決方案:直徑為63mm的Century銑刀,配有H10硬質合金材質刀片。這種精加工銑刀專為面銑鋁合金而開發,但也適用于鑄鐵加工。該刀具切削時振動極小,這樣就能很輕松地達到0.02mm的小公差要求,并且可獲得介于Ra0.6-1.1微米之間的表面光潔度。
CoroMillCentury590面銑刀在加工鑄鐵外殼時表現非常出色——切削速度高至190m/min,進給1819mm/min,刀具壽命可達200分鐘,采用一片Wiper(修光刃)刀片加工150分鐘也可獲得符合要求的表面光潔度。大多數殼體僅需一次精加工走刀完成,但對于較大的殼體,就需要進行兩次走刀:第一次走刀時切削深度達0.05至0.10mm,第二次走刀則低至0mm。第一次走刀將去除所有多余的波狀輪廓,而第二次走刀則可確保公差處于0.02mm的范圍之內,并且表面光潔度也保持在Ra3.2微米之內。
應該認識到,切削刀具開發所蘊涵的潛力可以獲得豐厚的回報。以往生產中遇到的嚴重困難,現在機加工車間已形成一套最佳的加工工藝,使得鐵路產品的加工具有了生產周期短、質量一致性高、加工安全性高等優點。



【山特維克可樂滿】
山特維克可樂滿成立于1942年,隸屬于山特維克集團,在全球130多個國家設有代表機構,擁有數千名員工。
山特維克可樂滿是世界領先的金屬切削刀具供應商和解決方案提供者,每年發布超過2,000種新產品,其研發投入是整個金屬切削刀具行業平均水平的2倍。
更多信息,敬請垂詢:
www.sandvik.coromant.com/cn
Email:coromant.gcr.marketing@sandvik.com