當今,我們正在見證制造業的重大變化,這將對銑削的發展方向產生深遠的影響。這些變化是由多種因素驅動的,例如通過精密鑄造和鍛造提高金屬成型的精度、3D打印技術的廣泛使用、對新型復合材料和燒結材料的使用量與日俱增、提高高溫合金和鈦合金材料零件的生產率的需求,以及汽車行業對電動汽車和混合動力汽車的關注,促成了這些變化。此外,多軸機床的進步為復雜零件的精密加工開辟了新的可能性,并催生了新的用以提高生產率的切削方式。在現代的加工技術中,一個趨勢是顯著減少銑削加工的余量,提高工件表面質量和精度。
因此,銑削的進步是由人們對于銑削加工的更高生產率、更高精度和可持續發展的需求來驅動的。銑削加工的主要發展可以概括如下:
1.快速去除金屬的重點是提高金屬去除率(MRR),通過顯著提高切削速度或每齒進給量來實現更高的生產率。這是通過高速銑削(HSM),以及在粗加工中的大進給銑削(HFM) 等技術實現的。
2.精密銑削可實現更高的加工精度。
3. 多軸銑削的特點是利用多軸加工機床來實現復雜的銑削加工。
4.自適應銑削旨在開發智能銑削系統,以適應加工過程中不斷變化的條件。
5.可持續發展的銑削旨在減少銑削作業對環境的影響。它涉及環保切削液的開發,材料的回收和再利用,以及節能機床和銑刀的使用。
上述方面的發展離不開幾個關鍵部分的協同作用,即機床,切削刀具和計算機輔助工程(CAE)系統。例如,高速銑削需要能夠滿足極高轉速的機床技術,以及銑刀先進的基體材料和涂層技術。同時,提高銑削加工的精度不僅需要銑刀有更高精度的公差,還需要改進控制系統和直線電機驅動。在多軸銑削的情況下,突破之處在于增加了可控制的運動軸,以及采用合適的銑刀切削幾何形狀。另一方面,自適應銑削結合了創新,如使用最先進的監控系統、高靈敏度傳感器和高效算法,以實時優化切削數據和刀具路徑。此外,可持續發展的進步需要節能的銑削方式,包括采用合適的機床、切削刀具和環保的冷卻技術。
可轉位銑削刀具反映了銑削方式的進步,其特點是在加工中采用可換切削刀片。
a)優化刀片的材質是一個不斷的過程,改進可轉位銑刀刀片的材質,包括開發先進的硬質合金牌號、陶瓷和超硬切削材料。
b)涂層技術的發展:不斷研發新的涂層,以提高耐磨性和耐熱性,同時增強潤滑性。
c)應用優化幾何外形的銑刀和刀片來完成銑削加工,在銑削過程中可以減少切削力以及控制切屑形狀和排屑方向。
d)有效利用刀具刀片材料,包括采用智能刀片設計,在不降低切削性能的情況下提供最大的可轉位切削刃。
此外,智能制造要求將數字化結合到銑削操作和銑削刀具中。就銑削刀具而言,數字孿生和適合的軟件應用程序已經成為一套綜合刀具體系的“標配”。
那么刀具制造商應如何應對這一挑戰?哪些銑刀解決方案能夠順應新興的趨勢?人們通常認為,切削刀具的生產在金屬加工中是較為保守的部分,那么它是否可以及時響應金屬加工領域當前的需求?伊斯卡近期的發展深入解答了上述這些疑問。
高速擺線銑削方法包括沿著曲線刀具路徑保持恒定的切削刃載荷,從而避免加工過程中載荷突然出現峰值。這種加工方式對于銑削深槽、凹槽和型腔是非常有效的,特別是在加工穩定性較低的情況下。此外,在處理硬鋼或高溫合金(HTSA)等難加工的材料時,擺線銑削的加工效果十分顯著。
CHATTERFREE EC-E7/H7-CF是一個新的多刃整體硬質合金立銑刀系列,可以用于擺線銑削。該系列的幾何設計包括變螺旋角和不等齒距,以提高動態性能。這些立銑刀有一系列的切削長徑比可供選擇。(圖1)
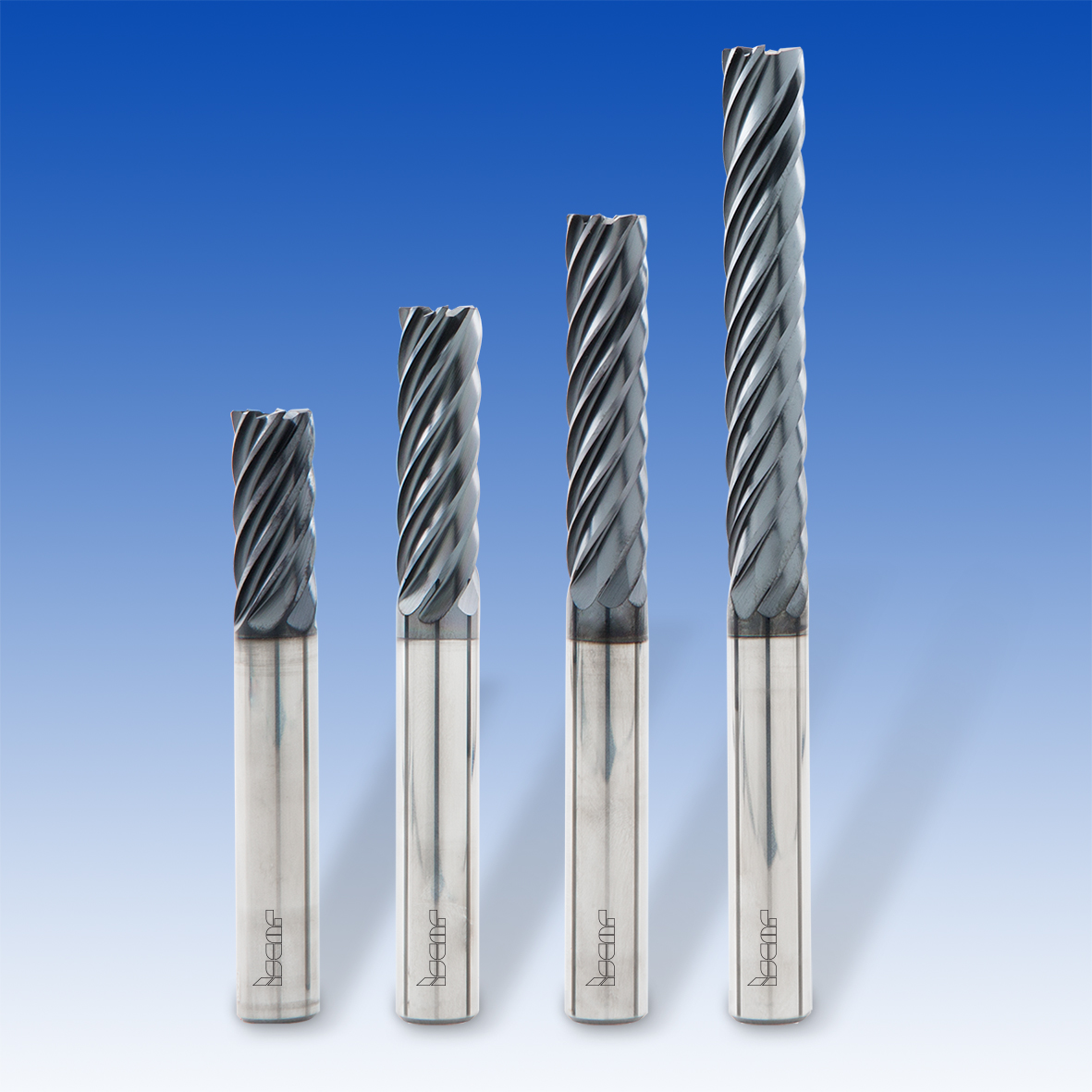
圖1 -用于擺線銑削的七刃整體硬質合金立銑刀的設計采用了抗振的設計概念,以減少振動強度。
得益于現代化的機床,在極高的主軸轉速下(最高轉速可達33000轉)也可以對鋁合金材料零件進行高效銑削。為應對這一加工挑戰,伊斯卡研發了90°可轉位銑刀,可容納大尺寸刀片,切削深度可達22 mm(.870”)。該刀具經專門設計,可防止在高速旋轉過程中產生的高離心力而導致的刀片徑向位移。(圖2)

圖2 -可轉位銑刀,用于在極高切削速度下加工鋁,專門設計用于抵抗由于高離心力而可能產生的刀片徑向位移。
大進給銑削(HFM)已成為一種被廣泛采用的方法,用來對平面和復雜型面進行高效粗加工。伊斯卡提供廣泛的HFM產品,以滿足各種加工應用的需求。近期,該系列又添加了新的產品。LOGIQ-4-FEED系列HFM刀具設計有特別的螺旋切削刃,現在還新增有更大尺寸刀片的刀具。這些新產品大大拓寬了刀具的應用范圍,特別是在模具行業對大尺寸型腔進行大進給銑削的應用。另一個新產品是NEOFEED,一個帶雙面方形刀片的HFM刀具系列,擁有8個切削刃,以降低加工成本。(圖3)
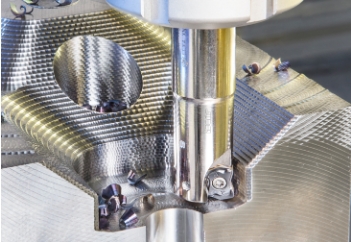
圖3 -在加工模具型腔時,使用帶螺旋切削刃的LOGIQ-4-FEED銑刀能夠提高大進給銑削能力。
多軸機床和CAD/CAM系統的進步推動了弧形銑刀和鼓形銑刀的使用,用最小的加工余量對復雜的形狀進行精密銑削。這個產品系列包含三種不同的結構:整體硬質合金, MULTI-MASTER可換刀頭和單刀片設計(圖4)。

圖4 -伊斯卡的鼓形立銑刀包含了三種不同的設計理念。
當銑削高溫合金(HTSA)時,使用陶瓷材質能夠大幅提高切削速度。且切削速度可達1000m /min (3300 sfm)。伊斯卡最新的陶瓷刀具包括整體陶瓷立銑刀和帶雙面圓形陶瓷刀片的可轉位銑刀。雙面刀片的設計旨在最大限度地利用陶瓷牌號,如“黑色”陶瓷、晶須增強陶瓷和SiAlON(一種氮化硅基陶瓷)。
上述這些例子完美闡述了銑削刀具的主要發展方向。新需求的出現,需要新的解決方案來應對,而這些新的挑戰將推動對創新刀具設計的探索。■