精密減速器是高精度衛星天線、機器人及精密機床等設備中的核心零部件。目前,國內精密減速器存在傳動精度低、承載能力不足等問題,高質量的精密減速器主要依賴進口,影響了國產精密減速器的發展。擺線輪是精密減速器傳動系統的核心零件,存在加工齒廓偏離理論設計齒廓程度較大的問題,且缺乏專用的擺線輪加工精度測量設備,因此無法對制造誤差進行預控,這是影響精密減速器承載能力和嚙合傳動精度的核心問題。
隨著科技的快速發展,對精密減速器品質和性能的要求越來越高,因此,擺線輪的加工制造精度問題日益凸顯。從擺線輪誤差測量方面來看, 傳統的測量方法,如頂根距、雙量棒、外公法線等, 只限于對齒輪上的特殊點進行檢測,難以反映擺線輪整體的誤差情況,更難以保證擺線輪高精度加工的穩定性。文獻采用極坐標測量方法完成相應測量儀器的開發,但并沒有投入使用。此外,擺線輪的制造誤差可以采用三坐標測量儀準確獲取,但需要配套的驅動程序,成本高,難以精確控制數據處理過程,至今未得到廣泛應用。以上方法可對擺線輪的高精測量提供借鑒和參考。
胡文石通過對擺線輪的空位置度、孔內徑和圓度等關鍵技術的研究,實現了擺線輪的誤差檢測,在一定程度上提高了精密減速器的裝配精度。孫彬等和李兵等采用接觸式電感傳感器完成了擺線輪測量系統的開發以及關鍵尺寸的檢測,實現了擺線輪加工誤差的測量與評定。Fang等通過分析擺線輪在測量過程中影響測量精度的因素,完成了齒面數學模型的構建,并設計了擺線輪在測量過程中軸線對角度誤差的補償方法,提高了擺線輪的測量精度。上述方法均可實現擺線輪齒廓誤差的高精度檢測,但獲取擺線輪制造誤差的整個過程均基于三維測頭的齒輪測量中心,三維測頭價格不僅昂貴,而且關鍵技術進行知識產權保護,不利于與國內加工機床形成閉環。近年來,一維測頭測量技術及應用快速發展, 已掌握測量路徑規劃和數據補償等關鍵技術,能夠準確完成錐齒輪等復雜齒面的誤差檢測,測量精度與重復性能滿足工程需求。此外,一維測頭價格低廉,運動控制相對容易,且可與國內齒輪加工機床形成閉環聯系,已成為齒輪加工企業進行擺線輪精度控制的重要設備。Dai等和 Li 等使用一維測頭準確完成了錐齒輪復雜型面的齒面偏差測量與評定。因此,通過基于一維測頭的齒輪測量中心代替基于三維測頭的齒輪測量中心能夠探明擺線輪的精密測量處理過程、方法以及制造誤差補償等技術,進而可以準確且快速的獲知其制造誤差。這不僅可以對擺線輪加工 質量進行有效檢測和評定,而且對其它相關零部件制造誤差的準確控制十分重要。
鑒于此,本文基于國產的JB45型齒輪測量中心提出了一種基于一維測頭的擺線輪制造誤差數字化測量方法。根據擺線輪成形和測量模型,計算齒廓測量所必需的理論數據,基于測頭的實際運動軌跡數據,深入分析擺線輪制造誤差計算過程與方法、構建誤差模型,進而獲取擺線輪的實際制造誤差。通過國產齒輪測量中心的檢測結果驗證了所提出測量理論和處理方法的正確性。
一、實際齒廓的數字化檢測
理論齒廓是檢測擺線輪制造誤差的基準齒廓, 不僅可以通過與理論齒廓的對比,評估實際齒廓的偏差,從而確保傳動比的精確性,而且理論齒廓提供了測量基準,幫助確定擺線輪在齒輪測量中心上的正確位置,從而保證測量結果的準確性。因此, 完成理論齒廓的構建對于擺線輪的準確測量尤為重要。文獻對其進行了詳細的論述。理論齒廓及其法矢可表達為
式中:φ為輪齒轉角(范圍為0~360°);Φ 為擺線輪加工參數集合。
根據精密檢測原理可知,測頭是半徑為r的測球,會對擺線輪的測量過程造成一定影響。綜合考慮到測頭半徑r的影響,齒廓檢測得到的是測球球心的運動坐標。根據測頭半徑補償原理可得工件坐標系SW 下測球的理論運動軌跡Re
在測量過程中,齒輪測量中心采用坐標測量原理,測頭首先運動至被測齒坯的某一齒廓參考點的理論位置,然后測量中心回轉工作臺自動旋轉使得擺線輪完成被測齒廓的靠齒動作。之后,計算機根據擺線輪被測齒廓的理論數據控制直線軸Y 和旋轉軸C 的插補運動。各坐標軸運動過程中,測頭始終與齒廓保持接觸(測頭電感部分需增設隨動跟蹤機構),計算機連續采集各接觸點的實際坐標值,并存儲起來,直至擺線輪繞中心軸連續轉動旋轉一周或完成單個齒廓的測量,則檢測結束。通過實際齒廓與理論齒廓的比較處理后即可計算得到擺線輪實際齒廓的制造誤差。因此,為準確明晰擺線輪制造誤差的獲取過程,建立圖1所示的擺線輪實際齒廓檢測數學模型(由三個直線軸 X、Y、Z 和兩個旋轉軸B、C 組成)。

由圖1可建立圖2所示的工件坐標系和測量坐標系的轉換關系模型。工件坐標系 SW (XW ,YW ,ZW ) 和測量坐標系SC (XC,YC,ZC ) 分別固連于輪坯和齒輪測量中心,OC 為旋轉工作臺的中心。Sd (Xd,Yd,Zd ) 為輔助坐標系。直線位移量 L 用于被測輪坯定位,由測球高度確定;β為 SW 與 SC 間的轉角偏移量,其確定因素包括測球位置和被測齒廓,用于獲取被測齒廓位置。
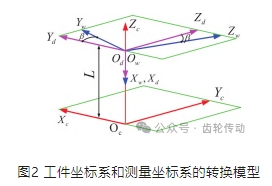
在實際測量過程中,需要將被測擺線輪的工件坐標系轉換至測量坐標系中進行測量,即將輪坯由工件坐標系SW 向測量坐標系SC 進行空間變換,得

式中,
輪坯位移量L 確定后,由于仍存在回轉自由度 (β,圖1),因此,需要確定實際齒廓與理論齒廓在坐標系SC 中的相對位置關系,即確定實際齒廓上測量參考點K 的位置(圖3)。測量參考點是測量起始點,通常可以選擇齒頂、齒根和節點位置,并認為理論齒廓和實際加工齒廓在該測量參考點處的制造誤差為0,剩余點的制造誤差可根據測量點與參考點的相對位置得到。
通常在齒頂和齒根位置修形量較大,以便于儲存潤滑油和裝配,但不參與輪齒的嚙合傳動,不宜參與輪齒定位;而在節點位置的修形量極小,位于輪齒接觸的主要齒廓段中,可保證嚙合齒廓具有良好的嚙合傳動,利于被測齒廓定位,因此,選擇齒廓節點作為測量參考點進行被測齒廓定位。
為準確獲取擺線輪齒廓的制造誤差,測頭首先在參考點接觸,然后對整個齒廓進行檢測,并對測量結果進行處理即可。
二、實際齒廓的誤差計算
由于基于齒輪測量中心完成齒廓測量后獲取的僅僅是離散齒廓坐標點,無法直接根據離散齒廓坐標點完成實際齒廓誤差計算,需采用擬合算法對離散坐標點進行曲線擬合,進而完成實際齒廓誤差計算。非均勻有理 B 樣條(Non-Uniform Rational B-spline,NURBS)法廣泛用于計算機圖形學中。在工程領域,NURBS法在 CAD/CAM 中有強大的造型功能,因而被各類主流的幾何造型系統作為曲線曲面唯一的表示方法。在實際應用中,它能夠精確表示二次、三次 NURBS 曲線曲面。NURBS 能夠精確、靈活地描述復雜的二維和三維幾何形狀, 從而在產品設計、制造等領域發揮重要作用。因 此,采用 NURBS算法完成實際齒廓的擬合,并在此基礎上進行后續分析。
定義沿著理論齒廓R 被測點處的法線方向n, 實際齒廓R* 與理論齒廓R 的法向距離為齒廓誤差 δ ,如圖4所示。沿著法矢n的方向,過齒廓R 上一點P0 ,交齒廓R* 上與點P0 相對應的點P* ,P0P* 為這兩點間的齒廓偏差δδ 的幾何描述。
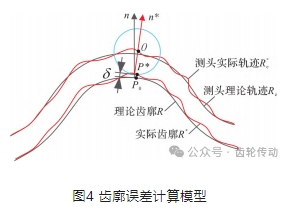
理論齒面上每一點都對應唯一δ,所以可以認為δ與曲線坐標φ 有關,且由式(1)可確定Φ 是φ 的參變量。則齒廓誤差可表示為
則,可得測頭實際運動軌跡R*e 為
式中,n* 為實際齒廓R* 的法矢。
值得注意的是,在擺線輪的測量過程中,實際齒廓與理論齒廓的相對位置不是完全貼合的,為減小或消除測量基準不重合誤差及齒距誤差,對于擺線輪這種回轉體零件來說,需要實際齒廓向理論齒廓作最佳匹配處理,進而使得實際齒廓與理論齒廓完全貼合。以測量所得的離散測量數據點上的齒廓誤差平方和最小為目標函數,以 X、Y 軸的移動量 Δx 和Δy ,Z 軸的轉動量Δz 為設計變量,通過單純形法等數值迭代方法尋求移動量和轉動量的最優值。建立曲線匹配模型為
式中:n 為被測點的個數;D 為被測點間的法向距離。采用單純形法對式(6)進行求解。
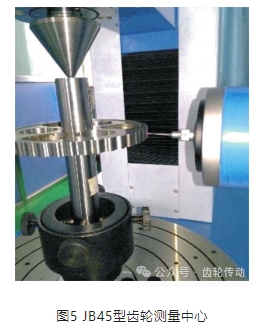
實際齒廓與理論齒面最佳匹配后,曲線形狀并未發生變化,將匹配后的R*e與Re作比較,得
將式(4)代入(7),根據微分幾何原理得
測頭半徑r和參數Φ 已知,測頭實際軌跡 R*e 由 NURBS重構確定,理論齒面R 和法矢n 由式(1) 得到。因此,式(10)是一個以δ和φ 為變量的非線性方程組,由牛頓-拉菲森算法求解可得到相應的齒廓制造誤差。
三、實驗驗證
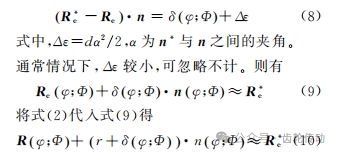
以國產的JB45型齒輪測量中心和1700RV 減速器中的擺線輪來驗證文中理論和方法的正確性。表1所示為被測輪齒的幾何參數。在工件坐標系下,以等轉角φ的方式在被測齒廓上選擇3600個點,并進行相應的數字化處理。實驗中對某單一齒廓進行檢測,表2所示為工件坐標系下單一齒廓主要被測點的理論位置坐標和法線方向坐標。
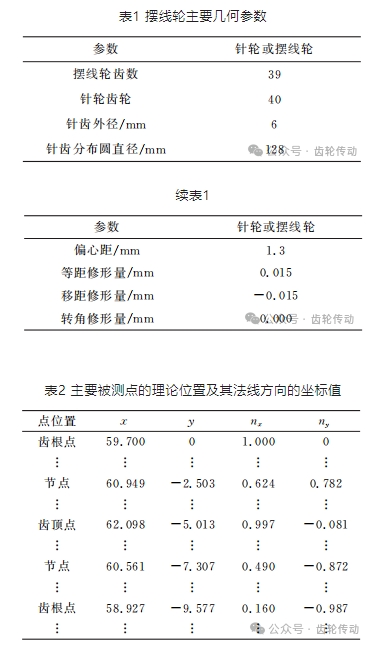
選取直徑為2mm 的測頭,并根據式(2)獲取工件坐標系下的測頭中心理論運動軌跡后,由式(3) 可將理論坐標和法矢轉至測量坐標系下。將擺線輪安裝于圖5所示的JB45型齒輪測量中心上,在測頭接觸測量參考點后即可確定被測齒廓位置,并根據測量參考點位置完成測頭的靠齒定位動作。采用點陣式測量方法對被測點進行檢測,由此獲取測球中心的實際運動軌跡坐標。對測球中心檢測數據進行半徑反補償處理,由此獲取實際齒廓坐標值。
基于測量坐標系下的擺線輪齒廓離散坐標值和 NURBS算法完成對實際齒廓進行擬合,擬合的最大誤差為9.5×10-10 mm,滿足要求。齒廓R* 與齒廓R 匹配時,轉換矩陣中的輪坯最佳轉動量為 0.003°,最佳移動量Δx =3.6mm,Δy =1.5mm,目標值Fmin =2.7856。檢測時,芯軸定位精度在2 mm 以內,所以齒廓最佳匹配修正量和目標函數值減小量較小。
齒廓誤差精確計算后得到該擺線輪的齒廓誤差和齒距誤差,如圖6和7所示。
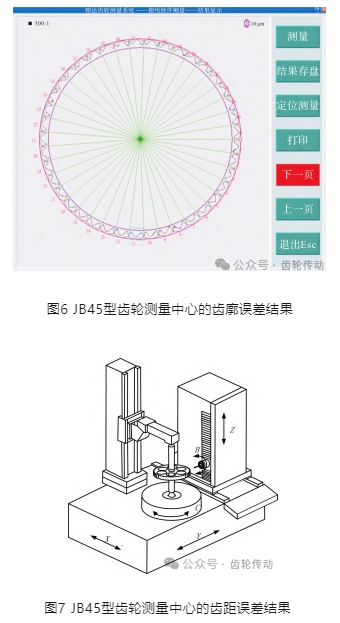
圖6中,該擺線輪的最大齒廓誤差為89.4 mm, 平均齒廓誤差為88.9 mm;圖7中,徑向跳動、齒距偏差、齒距累積偏差和頂根距變化量的具體值分別為9.2、6.1、27.6和19.2 mm,符合實際齒形公差和齒距公差的要求。
由上述實驗驗證結果可知,文中所提出的擺線輪制造誤差數字化檢測理論和方法在國產測量中心上的結果準確、高效。
四、結論
基于一維測頭的齒輪測量中心提出了一種精密減速器擺線輪制造誤差的數字化測量方法,并在國產JB45型齒輪測量中心上對該方法進行驗證。結果表明:精密減速器擺線輪制造誤差檢測軟件系統的實際應用驗證了該理論方法的實用性;該數字化測量方法,不僅拓展了齒輪測量中心的功能,而且能夠快速而準確的測量和評價擺線輪的制造誤差,從而可為國內精密減速器擺線輪制造精度的評價、監控和改善提供技術支持。
參考文獻略.