粉末冶金齒輪是各種汽車發(fā)動(dòng)機(jī)中普遍使用的,雖然在大批量的情況下是非常經(jīng)濟(jì)實(shí)用的,不過在其他方面也有待改進(jìn)的地方。下面就來看看粉末冶金齒輪優(yōu)缺點(diǎn)。
優(yōu)點(diǎn):
1)一般粉末冶金齒輪制造工序少。
2)用粉末冶金法制造齒輪時(shí),材料利用率可達(dá)95%以上
3)粉末冶金齒輪的重復(fù)性非常好。因?yàn)榉勰┮苯瘕X輪是用模具壓制成形的,在正常使用條件下,一副模具約可壓制幾萬至幾十萬件齒輪壓坯。
4)粉末冶金法可將幾個(gè)零件一體化制造
5)粉末冶金齒輪的材料密度是可控的。
6)在粉末冶金生產(chǎn)中,為便于成形后從壓模中脫出壓坯,壓模工作面的粗糙度都非常好。

缺點(diǎn)
1)必須要批量生產(chǎn),一般來說,批量5000件以上比較適合用粉末冶金工藝生產(chǎn)。
2)尺寸大小受到壓機(jī)壓制能力的限制。壓機(jī)一般都幾噸到幾百噸壓力,直徑基本是在110MM以內(nèi)都可以制作成粉末冶金。
3)粉末冶金齒輪受結(jié)構(gòu)限制。由于壓制和模具上的原因,一般不適宜生產(chǎn)蝸輪、人字形齒輪和螺旋角大于35°的斜齒輪。斜齒輪一般建議把斜齒設(shè)計(jì)在15度以內(nèi)。
4)粉末冶金齒輪的厚度受到限制。模腔深度和壓機(jī)行程必須是齒輪厚度的2~2.5倍,同時(shí)考慮到齒輪高度縱向密度的均勻性,因此粉末冶金齒輪的厚度也是很重要的。
什么是粉末冶金
是制取金屬或用金屬粉末(或金屬粉末與非金屬粉末的混合物)作為原料,經(jīng)過成形和燒結(jié),制造金屬材料、復(fù)合材料以及各種類型制品的工藝技術(shù)。廣義的粉末冶金制品業(yè)涵括了鐵石刀具、硬質(zhì)合金、磁性材料以及粉末冶金制品等。狹義的粉末冶金制品業(yè)僅指粉末冶金制品,包括粉末冶金零件(占絕大部分)、含油軸承和金屬射出成型制品等。
工藝特點(diǎn)
1)制品的致密度可控,如多孔材料、好密度材料等;
2)晶粒細(xì)小、顯微組織均勻、無成分偏析;
3)近型成形,原材料利用率>95%;
4)少無切削,切削加工僅40~50%;
5)材料組元可控,利于制備復(fù)合材料;
6)制備難溶金屬、陶瓷材料與核材料。
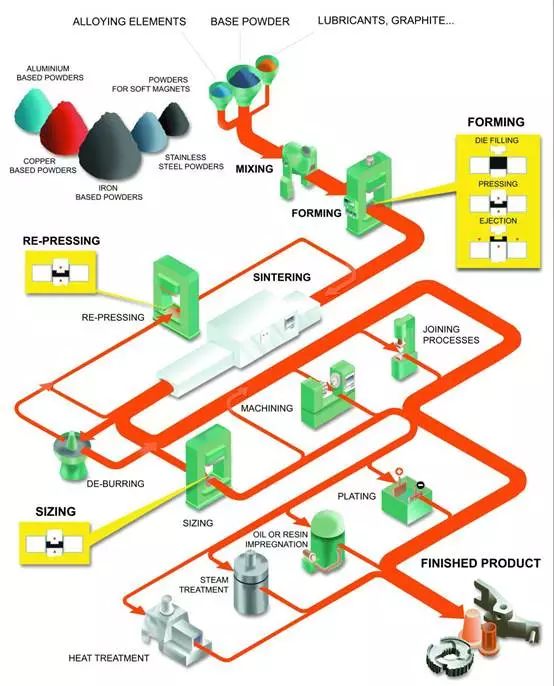
工藝基本流程
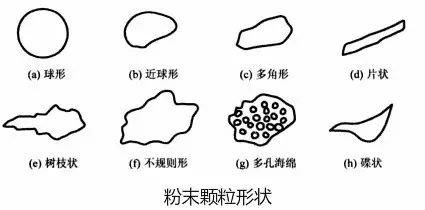
1、制粉制粉是將原料制成粉末的過程,常用的制粉方法有氧化物還原法和機(jī)械法。
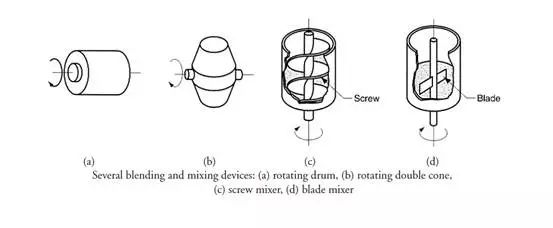
2、混料混料是將各種所需的粉末按一定的比例混合,并使其均勻化制成坯粉的過程。分干式、半干式和濕式三種,分別用于不同要求。
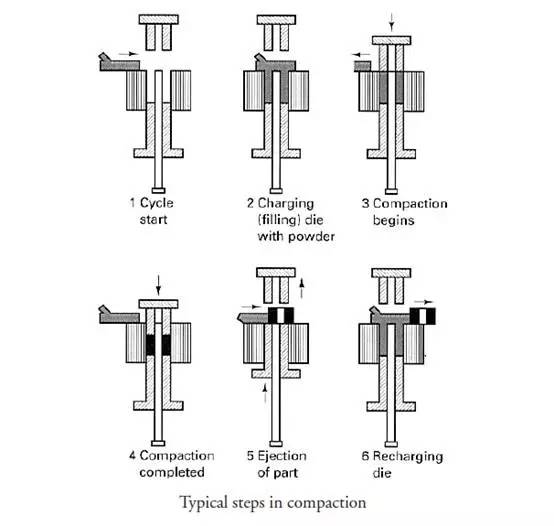
3、成形成形是將混合均勻的混料,裝入壓模重壓制成具有一定形狀、尺寸和密度的型坯的過程。成型的方法基本上分為加壓成型和無壓成型。加壓成型中應(yīng)用最多的是模壓成型。
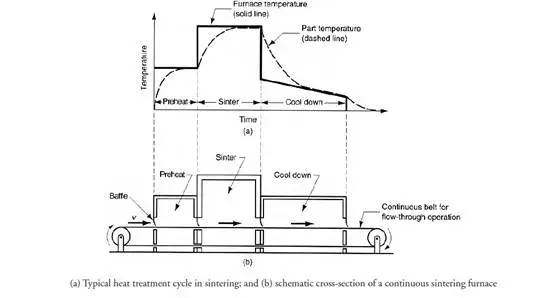
4、燒結(jié)燒結(jié)是粉末冶金工藝中的關(guān)鍵性工序。成型后的壓坯通過燒結(jié)使其得到所要求的最終物理機(jī)械性能。燒結(jié)又分為單元系燒結(jié)和多元系燒結(jié)。除普通燒結(jié)外,還有松裝燒結(jié)、熔浸法、熱壓法等特殊的燒結(jié)工藝。
5、后處理燒結(jié)后的處理,可以根據(jù)產(chǎn)品要求的不同,采取多種方式。如精整、浸油、機(jī)加工、熱處理及電鍍。此外,近年來一些新工藝如軋制、鍛造也應(yīng)用于粉末冶金材料燒結(jié)后的加工,取得較理想的效果。