據已有資料,本屆展會車削類機床參展商110多家,參展的車床產品超過220臺。展商數和展品數與CIMT2023相比,均增長80%以上,主要包括:臥式車床88臺、車削中心46臺、立式車床39臺、多主軸車床14臺、縱切車床13臺,以及多刀架車床、中間驅動車床、排刀車床和螺紋車床等。值得關注的是,本屆展覽境內車床展品的品種、數量和展品的技術水平總體上都有令人耳目一新之感。截至2024年1月20日,在展品系統中提交資料的展品詳情見文末附件《車削類機床展品清單》。
2.車床類展品主要特點
(1)高精度、高剛性。高精度和高剛性是本屆數控車床展品基本的技術特點。高性能的電主軸、直線電機、力矩電機,及高精密的導軌絲杠、主軸軸承的使用越來越普遍,全閉環控制系統和成熟的熱控制系統運用愈加廣泛,靜壓軸承等技術也在不少數控車床上運用,提供了良好的綜合精度和精度保持性。還有不少車床能以車代磨,實現球面等曲面的鏡面加工,提供超精密的表面質量。高剛性的床身材料、整體結構設計充分利用有限元分析技術等塑造了高剛性的床身結構,并使快速高效的切削成為可能。
(2)產品模塊化,多樣化。車床展品整體上分為立式和臥式兩大類,但無論是立式車床還是臥式車床,都體現了不同凡響的模塊化的設計和制造水平。單主軸、雙主軸、多軸、單轉塔刀塔、雙轉塔刀塔(個別配置3個轉塔刀塔)、排刀架式刀塔等各種布局精彩紛呈,靈活柔性的模塊化結構不但使機床具備良好的功能拓展性,也可以使用戶的選擇隨心所欲。諸多縱切車削中心通過各種各樣的模塊化刀具系統布局,能實現車、銑、鉆、攻、鏜孔、車端面、車螺紋、割槽、切斷、攻絲、斜孔、曲面等綜合加工功能。另外,按車削的功能分類,有通用型數控車、車削中心、縱切車床以及各種專用型數控車床(管螺紋車、輪轂車、多軸多工位專用車等)。
(3)自動化。自動化水平的大幅提高是本屆車床展品的另一個顯著特點。利用臥車的主軸對接、立車的正倒立布置、刀塔及各種機械臂自動上下料等,可以輕松完成工件的正反面、左右端及工件其他部位的一次性自動化加工,多軸自動車、縱切車削中心的棒料自動化加工能力則是愈加成熟。各種工件加持器、棒料機、集成機器人、機械臂、在線測量技術等的應用,使生產的自動化、無人化變得越來越容易實現。自動化水平提高的同時也極大地提高了加工效率。
3. 車床典型展品
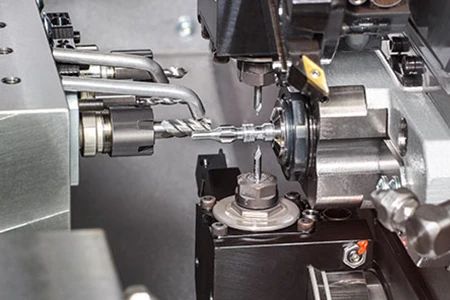
大昌洋行(上海)有限公司Benzinger Go Future車削中心。選配16位或48位刀塔,動力刀具最高轉速6000r/min,正主軸/副主軸最高15000r/min。配置豐富的機型,從B1到B6有5種不同的配置,各種車削主軸,主軸直徑為Φ26-Φ42mm,徑向和軸向跳動<0.0007mm,棒料直徑Φ16-Φ42mm。多種多樣的夾緊系統:氣動夾緊,液壓夾緊,根據零件及客戶要求定制的夾緊裝置,以及敏感夾持。所有機型均選配Y軸,其中B6機型可以選配雙Y軸。刀塔可以選配VDI25/12/12 driven、VDI25/16/16 driven或VDI25 48/12 driven刀塔,B4機型的尾座既可以選擇氣動尾座也可以選擇NC尾座。

浙江博谷精密機械科技有限公司Microtech 100SP超精密硬車削。機床最大回轉直徑Φ380mm,最大車削長度350mm,最大車削直徑Φ360mm,最大通過棒料直徑Φ40mm,主軸徑跳/軸跳≤0.0001mm,X/Z軸直線度≤0.0005mm,車削工件圓度≤0.0002mm。采用天然花崗巖床身和主軸座、超精密液體靜壓導軌、超精密液體靜壓主軸、床身及供油系統恒溫冷卻、C0級滾珠絲杠驅動,并結合光柵尺精密反饋,可以滿足硬車削的精密超精密加工任務,實現以車代替精磨加工,用于高精密、高硬度零件(最大加工硬度≥HRC55)內腔及外形的精車加工,可進行內外圓、臺階、端面、錐面、球面、攻絲、開槽、螺紋切削等加工。
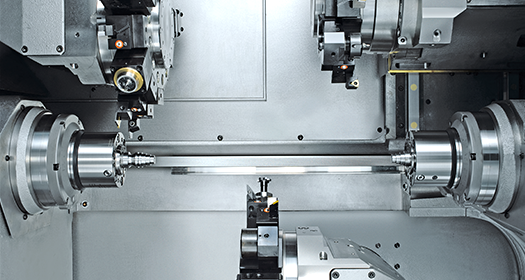
山崎馬扎克(中國)有限公司DT200 L雙主軸雙刀塔車削中心。最大回轉直徑Φ320mm,最大加工直徑Φ320mm,最大加工長度150mm,主軸通孔直徑Φ76mm。左右對稱結構,擁有同樣加工能力的雙主軸/雙刀塔,無齒輪、變速器等熱源和振動源。非升降式12角旋轉刀塔,能夠實現1.4s切屑對切屑換刀。提供最新桁架裝載系統以及用于提高生產效率的各種自動化選項。左右配置獨立主軸和刀塔,擁有兩個加工區域,可通過工件自動傳遞功能連接,使得一臺機床能夠完成兩道加工工序。

大隈機械(上海)有限公司LB3000EXⅢ臥式車床。中心距520mm,X/Z軸行程為260/565mm,C軸行程360°。主軸最高轉速為5000r/min。V12復合刀塔,動力刀具最高轉速為6000r/min。擁有使機床能夠自主保持高精度和穩定性的智能化技術Thermo-Friendly Concep,在“LB-EX”系列的“良好切割、精確切割和使用安全”基礎上進行了改進,通過強化先進的脫碳解決方案,省力化和自動化對應的靈活性不斷進化,實現脫碳和高精度、高生產率。具有與眾不同的傾斜箱式床身結構,主軸臺和刀塔的主要單元在箱型床身上進行了優化布置,在重切時也能發揮穩定的加工精度。配置新一代CNC系統OSP-P500及“數字孿生”,能忠實再現設備控制和加工操作。
因代克斯貿易(上海)有限公司INDEX C200車削中心。棒料直徑Φ65mm,裝配有兩個高功率電主軸、3個刀塔和42把刀具、專利設計的W型刀具定位槽,刀具定位準確快速,可以實現2個或3個刀塔同時加工,并可進行高質量的背部加工,加速度1g,快速移動50m/min。INDEX移動導軌有良好的吸震性,垂直床身保證了排屑流暢,可配龍門式工件自動卸料系統。
哈斯自動數控機械(上海)有限公司ST-10Y+RobotST-10Y加工單元。ST-10Y車削中心 經過重新設計升級迭代,加裝Y軸和動力刀具后,能夠進行銑削、鉆削和攻絲作業,動力刀具最高轉速6000r/min,X/Y/Z軸行程200/±51/406mm。Haas機器人套裝配置一臺即插即用的7kg機器人系統,該系統由Haas控制器全面控制,機器人調試通過Haas系統直接完成。
力勁精密機械(昆山)有限公司LG500臥式輪轂數控車床。最大切削直徑Φ500mm,最大棒料直徑Φ90mm,主軸最高轉速4000r/min,標配下刀塔12工位動力刀塔,上刀塔8工位伺服刀塔,動力刀具最高轉速4000r/min。采用45°斜床身結構,搭載雙通道數控系統,具有主軸C軸和副主軸C’軸,上刀塔為高剛性伺服刀塔,下刀塔為高剛性動力刀塔,具備上下同時車削,一次裝夾完成車、鏜、鉆、攻絲等功能。可以加工各種形狀復雜的軸、套、盤類零件。適用于新能源汽車輪轂、商用汽車輪轂、汽車零部件、航空航天、工程機械、國防等領域的機械加工。
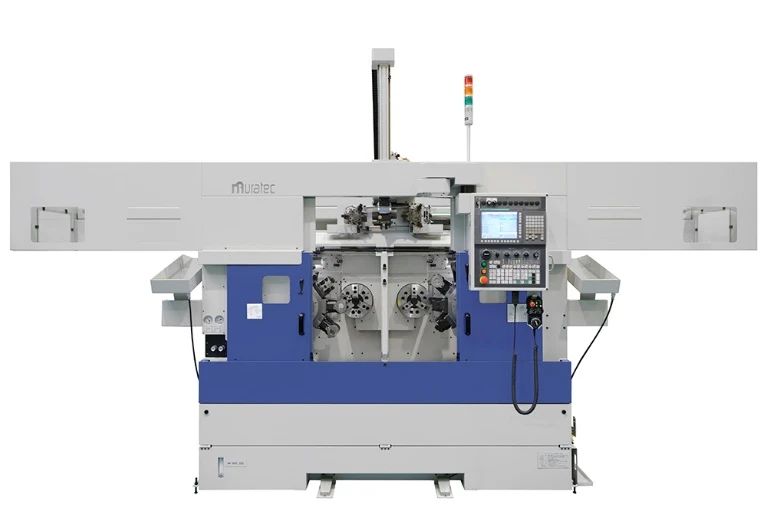
村田機械(上海)有限公司MW200C平行雙主軸數控車床。卡盤尺寸為10″,2個主軸平行布置,主軸的最高為2400r/min和3500r/min,兩個刀塔,每個刀塔有10個工位,主軸正面面向作業者。另外搭載村田自主研發的機械臂,可搬最大工件尺寸Φ250×150mm,最大重量6kg,實現自動化生產。本機種可以實現更大、更重工件的搬運加工。此外,可以實現需要搭載特殊卡盤的異形工件的加工。
程泰機械(吳江)有限公司GTZ-1500Y多刀塔型車銑復合機。最大回轉直徑Φ270mm,最大車削直徑Φ250mm,最大車削長度590/600mm,刀塔容量12T/16T。創新的雙主軸雙刀塔機型,上、下刀塔可依加工工序彈性調配,生產量較一般機型大幅提高。上、下刀塔皆可支持第一或第二主軸,工序安排更有彈性。使用滾柱導軌,低重心45°斜床結構,提供機頭、刀塔穩固的基座。

浙江博谷精密機械科技有限公司Mixtech T42 MT超精密車削中心。最大回轉直徑Φ685mm,最大車削長度280mm,最大車削直徑Φ240mm,最大棒料直徑Φ42mm,X、Z軸定位/重復定位精度0.002/0.001mm,車削工件圓度≤0.001mm,主軸徑跳/軸跳≤0.0005mm。該機X、Z兩軸為互相垂直布局,具有足夠的靜態剛度、動態剛度、熱穩定性與精度,系統具有良好的動態品質。選配軸向/徑向跳動≤0.0005mm的超精密電主軸,超強剛性的一體式礦物質床身,全閉環光柵尺反饋,高剛性滾柱導軌,X、Z、C三軸可以聯動加工。一次裝夾,完成復雜零件全部工序的加工,使“軟車”和“硬車”集成于一臺機床。機床適用于加工各種形狀中心筒及中心桿,以及盤類零件、環狀零件、軸類小零件、精密復雜形狀零件等多品種小批量生產。
北京北一機床有限責任公司LBR-370M-e復合車削中心。最大加工直徑Φ340,主軸轉速4500r/min,最大加工長度為500mm(可選擇1000mm機型)。該機床采用床身、底座分離結構,使床身受底座熱變形、振動的影響降到最小。床身采用30°傾斜面結構,應用有限元分析法設計高剛性的對稱矩形箱形構造,使用淬硬磨削滑動導軌結構,具有高剛性、高壽命、高穩定性及吸震性好等特點。采用自動兩檔切換繞組內裝式寬域交流伺服電機主軸,保證了主軸旋轉精度的穩定性。機床采用緊湊型高剛性復合V12NC刀架,采用NC交流伺服分度結構,刀架無須抬起動作,所有12個刀位均可根據加工需要,安裝L(車削)或M(銑削)用刀具。適用于各類軸、套、盤類零件的直線、曲線、斜線、弧線圓周、臺階加工,能滿足各類高溫合金、鈦合金、耐熱合金、不銹鋼、鑄鐵以及復合材料的鑄鍛件毛坯的粗精重切削、高速、高精度加工。
秦川機床工具集團股份公司CK7530-HY車銑中心(寶雞機床集團有限公司)。床身上最大回轉直徑Φ660mm,最大車削直徑Φ500mm,主軸最高轉速2500r/min,X/Y/Z行程290/±50/1430mm。具有寬矩形淬硬導軌的車銑中心,機床具有C軸、Y軸和銑削功能,可在一次安裝下完成復雜零件的大部分或全部加工,除車削各種內外圓柱面、圓錐面、圓弧曲面、公英制螺紋等外,還可進行軸向、徑向的鉆、鉸、鏜孔、平面和曲面銑削等加工。床身、床鞍、滑板等主要零件采用高強度鑄鐵鑄造,X/Y/Z軸采用寬矩形淬硬導軌,主軸箱采用大直徑精密角接觸推力球軸承與雙列圓柱滾子軸承組合排列,主軸回轉精度穩定可靠,配置12工位帶Y軸動力刀架;C軸配以0.001°高分辨率的編碼器,并與機床主軸同軸裝配,確保C軸定位精度和高可靠性,并可連續分度。
安徽卓樸智能裝備股份有限公司SHL60W雙C軸Y軸動力刀塔車削中心。最大回轉直徑Φ610mm,最大切削長度550mm,X/Z/Y/W行程240/610/±50/490mm,主軸轉速4500R/min。45°斜床身結構,雙動力主軸結構,副主軸是電主軸。雙主軸均為高精度C軸,定位精度達40″,重復定位精度達28″。采用帶Y軸動力刀塔,大扭矩動力輸出,滿足大多數銑削、鉆削要求。
浙江金火科技實業有限公司T8DTC雙主軸雙刀塔車削中心。最大車削直徑盤類Φ270mm,最大車削長度550mm,正、副主軸最高轉速4500r/min,最大通過棒料直徑Φ60mm,動力刀具最高轉速5000r/min,X/Y/Z軸單向重復定位精度0.002/0.002/0.003mm。床身采用雙面整體45°結構,主、副主軸均采用同等規格的內置式大扭矩同步主軸電機,正,副主軸具備相同的加工能力,兩個刀塔采用交叉布局形式,上刀塔的中拖板采用箱式結構,上刀塔的拖板結構與底座45°配合,形成低重心的直Y結構。
云南CY集團有限公司CY-STC40m/550m車削中心。滑板上最大回轉直徑Φ420mm,最大切削直徑Ф400mm,最大切削長度500mm,最大通過棒料直徑Ф68mm,刀架形式12工位BMT55動力刀架,動力刀具最高轉速6000r/min。機床采用45°整體鑄造斜床身,Z軸導軌采用液體靜壓導軌組合結構,X軸導軌采用滾柱導軌。主軸箱體、尾座體均采用包砂設計,主軸配置P4S級高精度軸承,尾座采用整體液壓驅動,閉環控制,實現自動編程控制,配置高精度C軸+ 動力刀塔,一次裝夾可完成車、銑、鉆等復雜加工,實現硬車加工,表面粗糙度Ra0.4-0.8,加工工件的尺寸精度達IT5-IT6級,實現部分零件的以車代磨,提高了生產效率。具有可拓展性,不同配置滿足用戶不同需求,也可實現自動化組線加工。
寶雞西力精密機械有限公司XKC-T7SY雙主軸雙刀塔數控車床。主、副軸貫通直徑Φ51mm,主、副軸最高轉速4500r/min,主副軸跳動<0.003mm。機床采用對列雙主軸、對列雙刀塔,導軌大跨距,床鞍和滑板與絲桿螺母座一體化設計。X、Z軸導軌采用滾柱導軌,Y軸采用正交硬軌,配置12工位動力刀塔,一次送料可以完成零件外徑及兩面的車削、銑削、鉆削、攻螺紋加工。
安陽鑫盛機床股份有限公司ADPT 200M數控油管車削中心。床身最大回轉直徑Φ720,最大切削直徑Φ540,最大切削長度2000mm,主軸雙卡盤通管內徑Φ205mm,主要為油田油巖管的加工而開發,適用于管類零件螺紋和徑向孔、槽加工;機床配有擋料、帶卡盤大通徑移動尾座,可方便組成管類零件加工自動線。能夠實現X、Z、C三軸聯動,適宜加工各種形狀復雜的軸、套、盤類零件,具有車、銑、鉆、攻等功能,也可作為通用臥式車削加工中心使用。在機床設計中,對主軸、床身、床鞍的剛度進行合理分配,提高了整機的剛性,確保了重切時的穩定性。
浙江旺邦精密機床有限公司輪轂加工兩機組合自動線。本自動線由一臺LV24WA雙刀塔立車、一臺LA24WA立式車鉆復合機床和物流系統組成,無需單獨增加機器人,將上下料集成于機床本體,清潔、翻轉、檢測工位也集成于物流路徑。最大回轉直徑Φ850mm,最大切削直徑Φ660mm,最大外圓切削長度430mm(至卡爪上沿),最大內孔切削深度345mm。機床采用大扭矩電主軸設計,1400r/min的拐點轉速遠高于傳統機械主軸的750r/min。輪轂粗、精車加工幾乎均位于主軸恒扭矩區域,配合增強設計的刀塔與車銑主軸,使其加工效率與質量明顯提高。較目前主流的三機聯線方案,占地面積大大縮小。
廣東圣特斯數控設備有限公司CTXY52-S雙主軸對接動力刀塔車銑復合機。機床采用主軸對接,能實現X/Z/Y/C/A/B軸聯動加工,支持銑扁位/鉆孔/攻牙/雕刻/車削等,可一次完成復雜零件加工。底座床身整體成型,剛性強。兩軸獨立加工,可根據加工工件選用動力刀塔,靈活性好。可配自動送料機架和自動接料機,能實現單機自動化生產,滿足客戶從毛胚到成品在一臺設備上完成的需求。
濟南第一機床有限公司CK6180ix1000重型數控車床。床身上最大工件回轉直徑Φ800mm,滑板上最大工件回轉直徑Φ520mm,最大軸類/盤類工件車削直徑Φ520/Φ710mm。主軸通孔直徑Φ105mm,加工工件圓度0.005mm。床身、床座采用整體鑄件結構,床身導軌跨距大,高達610mm。橫滑板導軌跨距增寬至330mm,適于重切削環境下工作。主軸箱采用可編程液壓三檔齒輪換檔無級調速結構,既可用于工件的高速精密切削,又可用于工件的低速強力車削。
德州眾拓機床制造有限公司CH61160H數控臥式車床。最大工件回轉直徑Φ1600mm,過刀架最大工件直徑Φ1250mm,最大工件重量15t,最大工件長度6000mm,最大加工內孔深度2500mm,主軸通孔直徑Φ350mm。重型臥式大孔徑車床,采用高精度C軸箱分度、Y軸車銑刀架、異形內孔加工組件,可對重型軸類零件、細長軸的外圓、端面進行車削、銑削加工;對臺階孔、橢形孔等異型孔進行加工。
因代克斯貿易(上海)有限公司TRAUB TNL12走心/走刀式自動車床。具有兩個相同的主軸(主軸和副主軸)和兩個刀架,兩者都有一個插補Y軸;Φ13mm的主軸通孔可以配備一個前端加工模塊以及一個復雜的后端加工模塊;提供了多達38個可用的刀位;TRAUB TNL12可以在走心和走刀之間來回快速切換。刀架、前后加工模塊都是由CNC分度,兩個刀架和前后加工附件,可實現同時高效加工。超大尺寸和符合人體工程學的工作區域,剛性、穩定的鑄鐵床身和熱對稱設計保證高精度和穩定性。無液壓系統,不受液壓的熱量影響。TRAUB TX8i-s V8控制器確保了操作的簡單性,可以直接將TNL12集成到數字化系統iXworld中。
......(未完待續)......